Articles
Trésor d'archives :
le livre de paye d'une chapellerie montréalaise au début du XIXe siècle
Abstract
From 1570 to 1830, fur trading between America and Europe was based mainly on the making of hats. This article describes the pre-industrial method of producing felt hats, such as beaver hats, which was based mainly on L'art de faire des chapeaux, by Abbé Jean-Antoine Nollet (1765). The heart of the article deals with a 250-page account book in the collection at the McCord Museum of Canadian History in Montreal. Entitled Journeymen's Book, this document, which belonged to Abner Bagg, maker and importer of Montreal hats, contains weekly statements from 1812 to 1819. It reveals various production aspects of the hat industry of the day: the manufacturing equipment and tools, raw material, workforce, division of labour and wages. By itself or in conjunction with other documents, Journeymen's Book is an extremely valuable source of information on the life of Montreal's hatmakers at the start of the nineteenth century.
Résumé
L'article rappelle d'abord que, de 1570 à 1830, le commerce des fourrures entre l'Amérique et l'Europe reposait sur la chapellerie pour l'essentiel de ses débouchés et expose la méthode de production préindustrielle des chapeaux de feutre, dont les chapeaux de castor, en se fondant principalement sur L'art de faire des chapeaux de l'abbé Jean-Antoine Nollet (1765). Le cœur de l'article porte sur un livre de comptes de 250 pages conservé au Musée McCord d'histoire canadienne, à Montréal. Intitulé Journeymen's Book, ce document ayant appartenu au fabricant et importateur de chapeaux montréalais Abner Bagg renferme des relevés hebdomadaires datés de 1812 à 1819. Son analyse éclaire différents aspects de l'organisation de la production dans l'industrie chapelière de l'époque : l'équipement et l'outillage de la manufacture, la matière première, la main-d'œuvre, la division du travail et les salaires. En lui-même ou associé à d'autres documents, 7e Journeymen's Book se révèle ici une source extrêmement précieuse de renseignements sur la vie des chapeliers de Montréal au début du XIXe siècle.
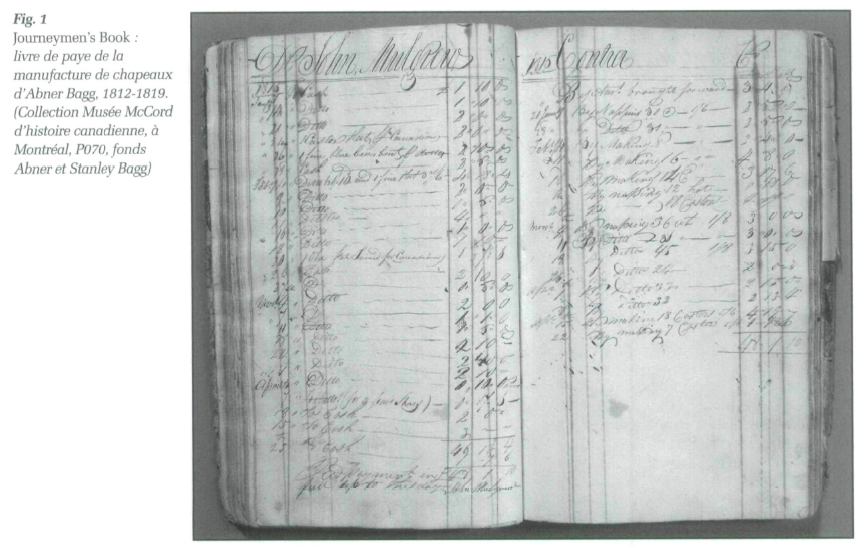
1 Certains documents d'archives ressemblent à une caverne remplie d'inscriptions anciennes dont le sens, parfois limpide, souvent obscur, ne se révèle qu'au compte-gouttes. C'est le cas d'un livre de 250 pages, relié en cuir, appartenant au fonds Abner et Stanley Bagg du Musée McCord d'histoire canadienne, à Montréal. Il porte la mention « Abner Bagg / Journeymen's / Book / Montreal / April 23d 18121 » et renferme des noms, des dates, une foule d'abréviations qui demandent à être déchiffrées, puis le mot magique « castor » qui désigne, même en anglais, un chapeau de feutre de castor en cours de fabrication. Nous voici dans une manufacture de chapeaux, celle d'Abner Bagg, dont le Journeymen's Book est le livre de paye pour les années 1812 à 1819 (voir fig. 1)2. Par les questions qu'il soulève et les secrets qu'il livre, ce document merveilleux projette un éclairage unique sur la vie des chapeliers de Montréal au début du XIXe siècle.
2 Le simple fait de parler de chapeaux, de manufacture et d'un livre de comptes dont les écritures sont en anglais oriente mon propos et m'amène à le situer dans un contexte historique plus large. Avant d'ouvrir le Journeymen's Book, je ferai donc un rappel sommaire de la place de la chapellerie dans les rapports économiques liant l'Amérique et l'Europe à l'époque des colonies. Ensemble nous parcourerons rapidement le processus de fabrication des chapeaux de feutre à l'époque où le Journeymen's Book servait à consigner le travail d'un groupe de chapeliers montréalais. Ensuite pourrons-nous explorer le livre de paye, sans toutefois en épuiser toutes les ressources. Nous interrogerons les comptes sur la matière première qui entre dans la fabrication des chapeaux, sur la main-d'œuvre et sur l'organisation du travail dans l'entreprise, sur les salaires et les relations entre le patron et certains de ses employés.
La chapellerie et le commerce des fourrures
3 Pendant plus de deux cent cinquante ans (15704-1830), le commerce des fourrures a offert un soutien financier et une justification à l'expansion coloniale française et anglaise en Amérique du Nord. Pendant plus de deux cent cinquante ans, ce commerce fut profitable dans la mesure où il y avait des débouchés pour les fourrures ; le plus important de ces débouchés en Europe, et de loin, était la chapellerie. Mais qui, à cette époque, portait le chapeau ? Et si le chapeau se portait dans la colonie pourvoyeuse de matière première, y fabriquait-on des chapeaux ? Avait-on recours aux services du chapelier ?
Qui portait le chapeau ?
4 En France, en Angleterre et dans leurs colonies, le chapeau constituait non seulement une des meilleures protections connues contre le soleil et la pluie, mais aussi un des insignes de la « qualité », du rang social et de la fortune de celui qui le portait, tant par la finesse de son feutre que par sa forme et les garnitures qui l'ornaient. Les chapeaux de la meilleure qualité, castors superfins, castors fins et demi-castors, étaient l'apanage des nobles, des officiers civils et militaires, des membres du haut clergé ainsi que des marchands, des notaires et des seigneurs non nobles les plus fortunés. Les hommes du peuple coiffaient des chapeaux communs — souvent des feutres de laine —, leur ancien chapeau de soldat, par exemple, ou encore de vieux chapeaux fins achetés chez un marchand ou reçus à titre de don ou de gages. Certains religieux aussi portaient des chapeaux communs.
Qui allait repasser le chapeau du gouverneur ?
5 En Nouvelle-France comme dans la Province of Quebec (1763-1791), puis dans le Bas-Canada (1791-1840), la chapellerie n'a jamais été une industrie très importante. Cependant, la société coloniale a toujours eu besoin des chapeliers. Les aristocrates et autres gens fortunés qui portaient le chapeau avaient recours aux services d'un chapelier pour le nettoyage et le repassage de leurs coiffures défraîchies mais qu'ils ne considéraient pas encore assez passées pour les abandonner aux pauvres. À force d'être porté, en effet, le chapeau se salit, perd sa forme et son lustre d'origine : faute d'un chapelier pour « repasser » les vieux chapeaux, certaines gens « porteraient par nécessité plutôt que par goût leur chapeau sous le bras5 », afin d'éviter d'exhiber une coiffure défraîchie ou abîmée. Or, pour repasser les chapeaux de feutre, il ne suffisait pas de posséder une brosse et un fer à repasser : presque tout l'outillage d'une chapellerie était nécessaire, surtout s'il fallait dégraisser le chapeau, le retourner, le raccommoder, lui redonner sa forme, le reteindre, l'imprégner d'un apprêt qui lui redonnerait sa rigidité, etc.
6 Ainsi, même si, selon toute logique, les chapeaux français étaient les plus en vogue, il fallait au moins une boutique de chapelier à Québec et une à Montréal pour satisfaire aux exigences des couches dominantes de la société coloniale — voire à celles des couches populaires, qui s'accommodaient généralement de vieux chapeaux, repassés ou non.
7 Entre 1651 et 1736, au moins douze chapeliers ont exercé leur métier dans la colonie6 : « depuis plus de 50 ans, remarquait-on en 1735, il y a toujours eu dans le pays quelques chapeliers qui en ont fabriqué7. » Quelques chapeliers ne forment pas une industrie. Dans le réseau de rapports de production et d'échange qui reliaient la colonie à la métropole, la chapellerie coloniale n'occupait qu'un espace minime : elle existait d'abord en fonction d'une clientèle d'aristocrates et de bourgeois qui achetaient des chapeaux importés, et elle écoulait sa propre production, assez faible, auprès d'habitants moins fortunés. De cette façon, elle ne détournait pas de pelleteries de qualité du monopole de la Compagnie des Indes. Et pourtant, lorsque les historiens de la Nouvelle-France veulent illustrer la fermeté, voire l'intransigeance avec laquelle les autorités métropolitaines se sont opposées au développement de certaines industries dans la colonie, c'est la chapellerie qui leur en fournit l'exemple le plus manifeste. Celle-ci a en effet le singulier privilège d'avoir fait l'objet de l'interdiction la plus rigoureuse de toute l'histoire du régime français : en septembre 1736, les deux établissements de chapellerie de la Nouvelle-France étaient démantelés, leurs établis démolis, leur outillage et leurs produits confisqués, sur l'ordre des ministres de Louis XV8.
 Display large image of Figure 1
Display large image of Figure 18 Sans constituer une menace réelle à l'endroit du grand commerce des fourrures ou de l'industrie chapelière française, la chapellerie coloniale représentait peut-être une perspective de changement inacceptable dans les rapports entre la colonie et la métropole. C'est ainsi qu'à compter de septembre 1736, la chapellerie est disparue du tableau économique de la Nouvelle-France... mais l'Histoire ne dit pas qui allait désormais s'occuper de repasser les chapeaux du gouverneur, de l'intendant, de l'évêque et de leurs successeurs.
Les chapeaux des généraux
9 Les généraux Montcalm et Wolfe portaient le tricorne, l'un à la mode de Paris, l'autre à la mode de Londres. Des tricornes de castor, sans aucun doute. Le 13 septembre 1759, les deux généraux s'affrontèrent et tombèrent au champ d'honneur, sur les hauteurs de Québec. Une image s'impose à notre esprit : les tricornes de castor roulant sur le sol nord-américain où leurs fibres avaient vu le jour quelques années plus tôt. On peut en effet supposer que la Compagnie des Indes avait fourni au chapelier de Montcalm de belles peaux de castor d'hiver des environs du lac Winnipeg et que le chapelier de Wolfe avait acheté de la Compagnie de la Baie d'Hudson des peaux de castor de première qualité de la région... du lac Winnipeg.
10 Après le traité de Paris de 1763, les chapeliers de Londres, de Manchester et des autres villes britanniques ont continué à recevoir les fourrures du Canada pour en faire des tricornes, puis des bicornes, puis des hauts de forme et même, un jour, des chapeaux melon. Mais l'ancienne colonie française du nord de l'Amérique a changé de chapeau. Dès lors, les marchands de Québec, de Trois-Rivières et de Montréal se sont mis à vendre des chapeaux anglais. Avec le temps, les marchands chapeliers ont importé non seulement des chapeaux de diverses qualités, mais aussi de grandes quantités de chapeaux semi-finis et de cloches de feutre. Au début du XIXe siècle, il y avait donc, à Québec et à Montréal, des ateliers de chapeliers, voire des fabriques, pour recevoir toutes ces pièces et en faire des chapeaux dernier cri pour hommes, femmes et enfants de la bourgeoisie coloniale.
La manufacture d'Abner Bagg à Montréal entre 1812 et 1819
11 Vers 1810 s'installait à Montréal un « fabricant et importateur de chapeaux9 » d'ascendance britannique, Abner Bagg, alors âgé d'environ 25 ans. Le magasin de Bagg, situé au 10, rue Saint-Louis, s'ouvrait sur le vieux marché, aujourd'hui place Royale.
12 Dans le centre d'archives du Musée McCord, la documentation consacrée aux entreprises d'Abner Bagg comporte divers types de documents, tous en anglais, permettant d'analyser certains aspects de la production chapelière à Montréal au début du XIXe siècle. Outre le Journeymen's Book, une quinzaine de livres de comptes d'importance variable contiennent des informations sur la fabrication, l'importation et la vente de chapeaux ; deux autres livres renferment des copies de lettres envoyées par Abner Bagg ; enfin, l'inventaire que celui-ci a dressé de ses biens, en mai 1816, présente un intérêt particulier, car il comprend la liste des instruments de travail de la manufacture, avec la valeur de chacun.
13 Pour être en mesure de lire et de bien comprendre l'information que recèle toute cette documentation, il est indispensable de faire d'abord une visite éclair dans l'établissement d'un chapelier afin d'y apprendre comment on faisait un chapeau de feutre de castor et quels étaient les termes du métier.
La fabrication d'un chapeau de feutre
14 Au début du XIXe siècle, on fabriquait les chapeaux de feutre comme on le faisait cinquante ans plus tôt, car il s'agissait encore d'un travail manuel, sans assistance mécanique. Comme dans beaucoup d'autres métiers, le processus était long et complexe et il requérait de la dextérité, de l'endurance et une grande maîtrise de la technique.
15 Les meilleures sources, en ce qui a trait à la méthode de production préindustrielle, sont encore les grands ouvrages encyclopédiques de la fin du XVIIIe siècle et du début du XIXe10. Ces ouvrages signalent d'abord l'importance du Canada dans l'approvisionnement des chapeliers européens en matières premières. Ils rappellent aussi qu'un chapeau de castor n'est fait qu'avec le poil de l'animal, et encore, uniquement son poil fin, son « duvet », ce qui signifie que la peau et le poil le plus long, le jarre, qui représentent ensemble les quatre cinquièmes du poids d'une peau de castor, n'entrent pas dans la fabrication des chapeaux : un chapeau de castor, c'est un chapeau de feutre11.
16 Ces ouvrages rapportent en outre que les chapeliers étaient tous, à des degrés divers, intoxiqués par le mercure qui servait à traiter le poil fin avant de le couper de la peau de l'animal. Appelé secrétage (du mot « secret », puisqu'il s'agissait d'un secret de fabrication), ce traitement avait pour objet d'accroître les propriétés feutrantes des poils. Mais les composés de mercure avaient des conséquences désastreuses pour la santé des chapeliers : la manipulation de poils imprégnés de ces composés, l'immersion de leurs mains dans les solutions contaminées au mercure et, surtout, l'inhalation de vapeurs de mercure faisaient en sorte qu'au bout de quatre à dix ans de travail, les ouvriers des chapelleries présentaient les premiers symptômes d'un empoisonnement chronique au mercure12.
 Display large image of Figure 2
Display large image of Figure 2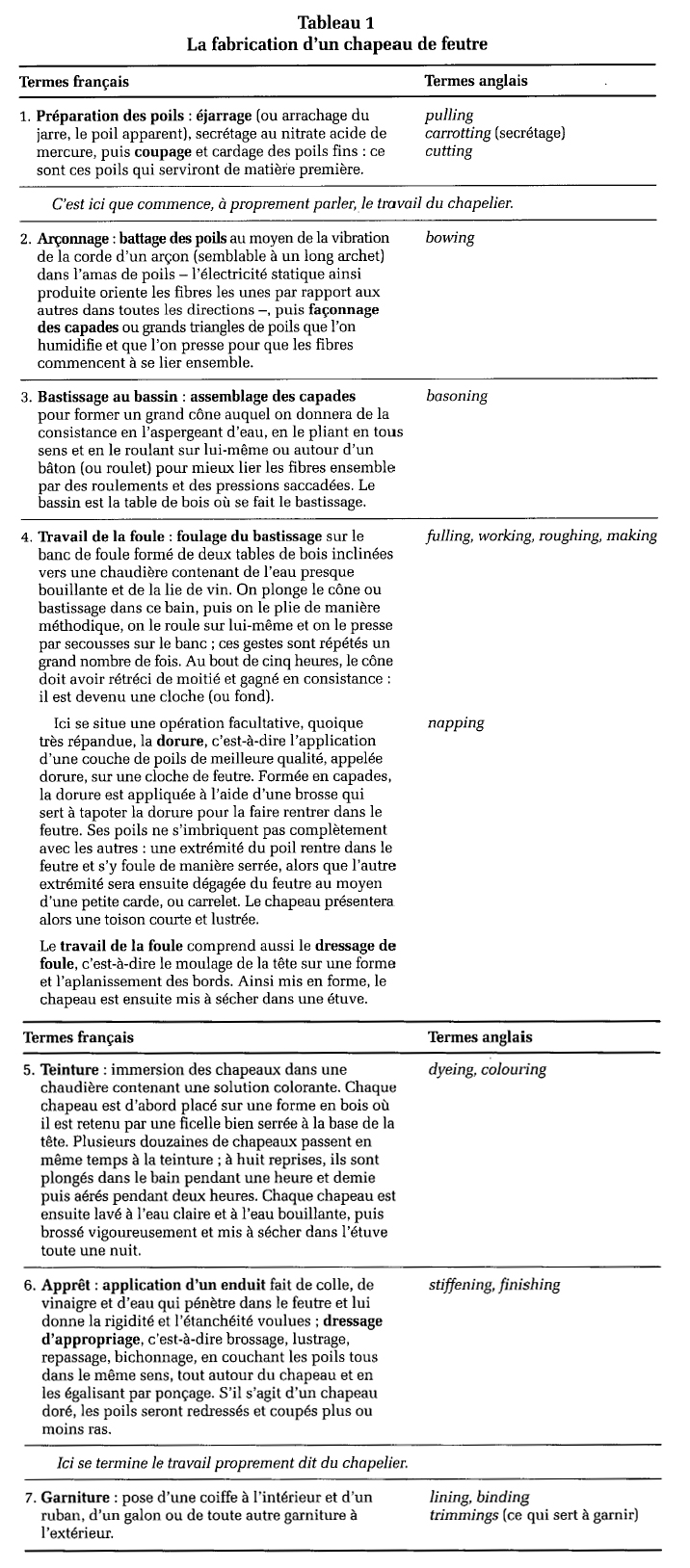
17 La fabrication d'un chapeau se déroule en sept étapes. Le tableau 113 les présente sous forme condensée, alors que les figures 2, 3 et 4 illustrent certaines opérations : le bastissage, le foulage et le dressage d'appropriage.
18 Le bastissage (fig. 2) est la deuxième étape de la fabrication d'un chapeau. À la fin de l'étape précédente, le chapelier a formé avec le poil arçonné de grands triangles d'étoffe d'« un doigt » d'épaisseur qui ont maintenant la consistance d'un morceau de ouate ; on appelle capades ces triangles d'étoffe. « Bastir le chapeau, c'est assembler les capades, les lier ensemble par le feutrage, & faire prendre à cet assemblage la consistance nécessaire pour le mettre en état de soutenir les efforts de la foule14. » En assemblant deux capades d'étoffe, le chapelier forme un cône, ou bastissage, et, pour procéder au feutrage, il humecte son étoffe, l'enferme dans un grand morceau de toile appelé feutrière, l'enroule autour du roulet.
19 Après le bastissage au bassin vient le foulage ou travail de la foule (fig. 3), que l'abbé Nollet décrit avec précision.
Enfin, le dressage d'appropriage (fig. 4) fait suite à la teinture et à l'apprêt. Il comporte diverses manipulations qui ont pour objet de donner au chapeau le lustre et le fini souhaité.
 Display large image of Figure 3
Display large image of Figure 3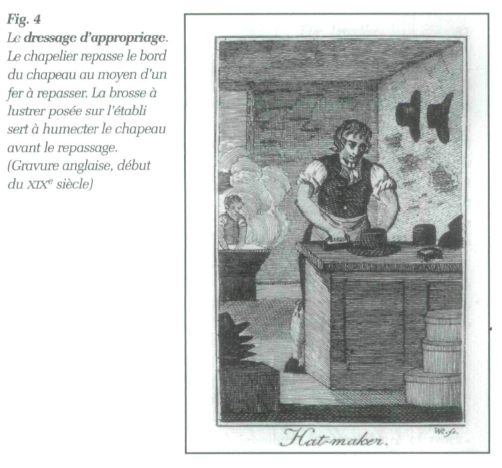 Display large image of Figure 4
Display large image of Figure 4Le Journeymen's Book d'Abner Bagg
20 Le Journeymen's Book renferme les comptes de 52 ouvriers employés par Bagg dans sa manufacture de chapeaux entre 1812 et 1819, à raison de 3 à 10 ouvriers par semaine. Il indique le travail hebdomadaire de chacun, la valeur attribuée à ce travail, ainsi que le salaire versé à chacun et le mode de paiement.
21 Les relevés hebdomadaires de travail concernent les tâches effectuées par les employés, de même que la matière première sur laquelle ils ont travaillé ou les pièces qu'ils ont produites ; très souvent, la tâche et le nombre de pièces sont mentionnés ; parfois, seule la tâche est spécifiée, ou encore la tâche et la durée du travail, en nombre de journées. Dans certains cas, non seulement la tâche, mais le type de pièce et le salaire gagné par pièce produite sont précisés. Au bout de chaque ligne, un montant global indique la valeur attribuée au travail de la semaine16.
22 Ce livre de paye constitue donc une mine de renseignements sur la fabrication des chapeaux de feutre à Montréal, au début du XIXe siècle, mais aussi sur la vie des chapeliers, sur leurs rapports avec l'employeur et sur la façon de tenir des comptes à cette époque.
23 Plutôt que de présenter une analyse exhaustive du Journeymen's Book, j'ai choisi de l'interroger sur le fonctionnement de la manufacture d'Abner Bagg et d'ouvrir une à une des fenêtres sur divers aspects tels que la matière première, la main-d'œuvre, l'organisation du travail et la rémunération des employés. Quant à l'équipement et à l'outillage de la manufacture, c'est une autre source, l'inventaire de 1816, que j'ai soumise à l'interrogatoire.
L'équipement et l'outillage
24 L'inventaire dressé par Abner Bagg en 1816 constitue une source d'une grande valeur puisqu'il fournit des renseignements très précis sur les installations, le mobilier et les outils de la manufacture ; il démontre non seulement qu'il s'agit bien d'une manufacture de chapeaux de feutre, mais aussi que l'espace se divisait en ateliers correspondant à la division du travail dans une chapellerie préindustrielle. En effet, l'inventaire mentionne presque tous les instruments de travail d'une chapellerie de taille modeste, où pouvaient travailler une douzaine d'ouvriers à la fois. On y trouvait entre autres trois chaudières de foule et deux bancs de foule, une chaudière pour la teinture et des établis, mais aussi quatre poêles (ou fourneaux), chacun dans un atelier : un dans l'atelier d'arçonnage (« in the Bow Room »), un autre dans l'atelier de foule (« in Plank Shop »), un troisième dans l'étuve (« in drying room ») et un dernier dans l'atelier d'apprêt (« in Finishing shop »).
25 L'outillage décrit dans l'inventaire comprend des balances pour peser le poil, car la quantité de poils qui devaient entrer dans la confection de chaque chapeau était déterminée ainsi, qu'il s'agisse de castor pur ou de poils mélangés, que le poil ait été destiné à un chapeau ou à la dorure d'un chapeau. Il comprend en outre des cardes, 10 arçons et une bonne provision de cordes d'arçon, des feutrières, de la ficelle et des avaloires, 24 formes pour le dressage, 100 formes pour la teinture, des pinceaux et des toiles pour l'apprêt, des carrelets, des douzaines de brosses rudes, moyennes et fines et 30 fers à repasser. Enfin, l'inventaire fait état de certains stocks de matières auxiliaires entrant dans le processus de fabrication, surtout dans les solutions servant au foulage, à la teinture ou à l'apprêt : acétate de cuivre, sulfate de fer, acide sulfurique, bois de campêche et colle.
La matière première : les fourrures et les cloches ou fonds de feutre
26 Les poils de plusieurs espèces animales entraient dans la confection des chapeaux Bagg. Les principales espèces relevées dans le Journeymen's Book sont le castor, le rat musqué et le raton laveur ; en outre, certaines fibres déjà coupées, telles que la laine d'agneau ou de brebis et le poil de lapin appelé « coney wool », étaient probablement mélangées aux poils préparés sur place. D'après l'inventaire de 1816, on utilisait aussi des toisons de martres et de loutres ainsi que du poil de chameau.
27 Le livre de paye indique presque toujours les quantités de peaux qui étaient éjarrées et dont le duvet était coupé17 et précise, dans la moitié des cas, l'origine de ces peaux. Les peaux de rats musqués constituaient 40 pour 100 de celles-ci. Le rat musqué, de 3 à 5 fois plus petit que le castor, fournissait cependant beaucoup moins de duvet que ce dernier ; il fallait vraisemblablement 5 ou 6 peaux de rats musqués pour obtenir autant de duvet qu'en fournissait une peau de castor18. Le prix du travail est très révélateur à cet égard : l'ejarreur-coupeur était payé à la douzaine pour travailler sur le rat musqué (2 shillings la douzaine) et à l'unité dans le cas du castor (1 shilling la peau de castor). Les feutres fabriqués chez Bagg étaient donc sans doute, pour la plupart, composés de différentes fibres animales, dans des proportions que seuls les chapeliers connaissaient vraiment, les documents étudiés demeurant muets sur cette question.
28 Abner Bagg importait des quantités importantes de « bodies », c'est-à-dire de cloches semi-foulées ou fonds. Ces fonds ne risquaient pas autant que les chapeaux formés et prêts pour la vente de s'abîmer au cours du voyage ; de plus, étant empilés et pressés les uns contre les autres, il coûtaient probablement moins cher de transport. Dans la manufacture de Montréal, ils étaient dorés, c'est-à-dire qu'on leur appliquait une dorure19, puis ils étaient foulés, dressés, teints, apprêtés et garnis (voir tableau 1, étape 4). Il est probable que Bagg importait également certaines quantités de chapeaux n'ayant pas subi le dernier appropriage, car le nombre d'unités passant par la dernière série d'opérations, « finishing off », dépasse largement celui qui correspond aux étapes antérieures. Enfin, son magasin vendait aussi, bien sûr, des chapeaux anglais pour tous les goûts et toutes les têtes, y compris celles des militaires20. Bon nombre de ces chapeaux revenaient un jour sur les lieux pour y être repassés et recevoir une nouvelle teinture et une nouvelle garniture.
La main-d'œuvre
29 Dans sa manufacture de Montréal, Abner Bagg employait en moyenne de 3 à 10 ouvriers par semaine, rarement plus de 10. De mai 1812 à avril 1819, 52 ouvriers sont passés par cette manufacture, pour des périodes très variables, allant d'une semaine à quatre ans. On peut donc y observer un certain roulement de la main-d'œuvre, qui touchait davantage les compagnons que les apprentis21.
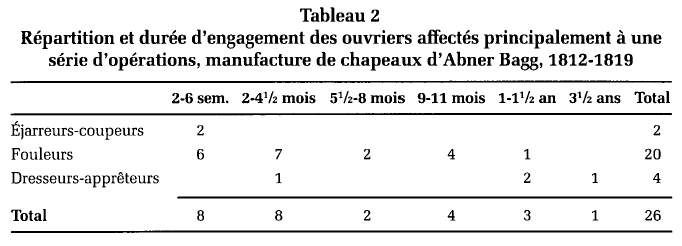
30 Cette main-d'œuvre se composait pour moitié de chapeliers complets, puisqu'on peut relever dans les comptes de 26 ouvriers des mentions concernant aussi bien la fabrication que les tâches de finition. Ces 26 chapeliers étaient néanmoins affectés principalement à une série d'opérations ; le tableau 2 en donne la répartition.
31 Les ouvriers de la manufacture de chapeaux de Bagg s'appellaient William Rowen, John A. Kolimyer, William Horton, William Tom, James Campbell, John Mulgrew, Owen Bowen, William McGrath, pour n'en nommer que quelques-uns. Ils étaient donc pour la plupart d'origine anglaise ou écossaise, à l'exception d'un seul, « J Baptist Lalibouche », dont l'emploi a duré deux semaines.
 Display large image of Table 2
Display large image of Table 2Les contremaîtres
32 Comme il l'a lui même précisé, Abner Bagg était fabricant de chapeaux, c'est-à-dire propriétaire d'une manufacture de chapeaux, mais il n'était pas chapelier. Il devait donc embaucher un chapelier expérimenté — sinon un maître chapelier — pour diriger le fonctionnement de la manufacture : déterminer le nombre de pièces à produire au cours de la journée ou de la semaine, répartir les tâches, faire allumer les feux et remplir les chaudières, veiller à l'approvisionnement des ateliers, vérifier la composition des solutions, examiner les pièces produites, surveiller le travail, rendre des comptes au patron. À compter de la deuxième semaine de mai 1813, selon le livre de paye, Bagg a assigné le poste de contremaître à un compagnon engagé un mois plus tôt, Francis Chonio : après quatre semaines d'essai, l'ouvrier redevint compagnon et quitta la manufacture à la mi-juillet.
33 Le poste de contremaître fut à nouveau comblé l'année suivante : le 6 avril 1814, James Charlton était engagé comme contremaître (« foreman to the Back Shop »). Âgé d'environ 40 ans et possédant une longue expérience22, Charlton s'acquitta de ses fonctions avec exactitude et assiduité pendant près de deux ans. Puis, en février 1816, il ne se présenta pas à la manufacture pendant quelques jours. Abner Bagg lui signifia alors par écrit et sans ménagement la fin de son contrat23 et le remplaça aussitôt par un jeune chapelier de 22 ans, Arthur B. Wickstead, à son service depuis six mois comme compagnon. Charlton a-t-il été démis de ses fonctions parce qu'il avait abandonné son poste sans raison apparente ? Ou est-ce la perspective de perdre sa place au profit d'un jeune homme de peu d'expérience qui l'a poussé à « déserter » ? La rapidité avec laquelle le patron a embauché un autre contremaître donne du poids à cette seconde hypothèse. Deux semaines plus tard, à la fin de février 1816, Charlton était de retour à la manufacture, mais comme simple compagnon : il y est demeuré dresseur et apprêteur (« journeyman finisher ») jusqu'en décembre 1817.
34 Le premier contremaître, Chonio, était payé £0 10/ par semaine à ce titre ; en outre, puisqu'il continuait à faire des chapeaux, il recevait un salaire correspondant au nombre d'unités produites. Le deuxième, Charlton, recevait à titre de contremaître £0 15/ par semaine, montant auquel s'ajoutait son salaire de chapelier. L'entente qui liait le troisième contremaître, Wickstead, à Bagg était différente des deux précédentes : il recevrait £150 pour un an, à la fois pour ses fonctions de contremaître et pour la fabrication de chapeaux, quel que soit le nombre d'unités produites. Le contremaître Wickstead a donc coûté moins cher à Bagg, soit £150 en un an, que le contremaître Charlton qui avait reçu £225 l'année précédente, compte tenu de sa production. En revanche, Wickstead a produit moins que Charlton, comme chapelier, et il a produit moins qu'avant de devenir contremaître lui-même, d'après les données du Journeymen's Book uniquement. Enfin, en ce qui a trait à sa paye de contremaître, un bref calcul permet de découvrir qu'il lui revenait £0 15/ 10d par semaine, c'est-à-dire un peu plus que ne recevait Charlton à ce titre.
35 Comment apprécier ces nombres ? Mentionnons, à titre indicatif, que Charlton payait £18 par année de loyer en 1815 et £17 10/ de bois de chauffage pour 6 mois, d'octobre à mai. En outre, un chapeau de castor valait de £1 5/ à £2, d'après l'inventaire et le livre de paye.
Les compagnons
36 Sur le statut des compagnons, le Journeymen's Book est explicite dans le cas de trois employés : l'un d'eux est James Charlton, qui fut d'abord contremaître, puis compagnon dresseur et apprêteur, les deux autres étaient respectivement coupeur (« journeyman puller & cutter ») et fouleur (« journeyman maker »).
37 À l'aide de ces indications, on découvre que Bagg a engagé au total 40 compagnons entre 1812 et 1819, mis à part les employés qui ont par ailleurs été apprentis ou contremaîtres. De ce nombre, 20 demeurèrent plus de deux mois à l'emploi de Bagg et, parmi ceux-ci, 9 le restèrent de 5 à 18 mois. Le roulement le plus fort se situe entre novembre 1813 et février 1816 et coïncide de près avec la période où le groupe des apprentis était le plus stable.
38 Les registres d'état civil et les minutes notariales24 de Montréal révèlent ce qu'il est advenu de quelques chapeliers qui avaient quitté la manufacture. L'un d'entre eux, William Horton, dont le nom figure au journeymen's Book entre août 1812 et avril 1815, s'est absenté quelques mois de la manufacture : le 17 mars 1813, il s'est engagé dans le Corps des voltigeurs canadiens pour marcher en guerre contre les Etats-Unis. L'engagement précise qu'il avait 26 ans. On sait par ailleurs que la bataille de Châteauguay a eu lieu fin octobre 1813. En février 1814, Horton était de retour à la manufacture.
39 Le sort de Simon Noxon est moins enviable. Il semble avoir été bon chapelier : de mai à juillet 1814, il a travaillé de manière assidue exclusivement à la fabrication des chapeaux, dont un grand nombre de castors, au tarif de £0 5/ 6d l'unité. Ses relevés s'arrêtent le 30 juillet : le registre de la Christ Anglican Church nous apprend qu'il est mort ce jour-là ; deux de ses compagnons de travail ont signé le registre, à titre de témoins. Un autre chapelier, John Mulgrew, est mort à l'âge de 27 ans, en octobre 1815, quelques mois après avoir quitté la manufacture où il avait travaillé de juin 1814 à avril 1815. Il était de confession presbytérienne, donc vraisemblablement d'origine écossaise.
40 Quant aux autres ouvriers qui ont quitté la manufacture de Bagg après quelques semaines de travail, il est raisonnable de penser qu'ils ont pu trouver du travail dans un autre établissement du même genre, car Montréal comptait à l'époque une dizaine de chapelleries25.
41 Dans le Journeymen's Book, le travail des chapeliers fait l'objet de deux modes d'évaluation distincts : l'éjarrage et le coupage ainsi que la fabrication du feutre, le foulage et la dorure étaient payés au rendement, donc en fonction du nombre de pièces produites, alors que la teinture et l'apprêt étaient payés en fonction du temps de travail, c'est-à-dire à la journée. Signalons que la journée de travail des gens de métier, à cette époque, comptait 14 heures en été et 13 heures en hiver, dont une heure pour le repas du midi26 ; la semaine comptait six jours, du lundi au samedi. Une partie du salaire était donc calculée au rendement et l'autre, selon le temps de travail ; dans les relevés de chaque chapelier, c'est le salaire hebdomadaire global qui était porté à son crédit.
42 Les salaires variaient beaucoup selon les semaines et selon les employés, sans doute en raison des types de pièces et des quantités à produire et produites, de même que des opérations effectuées. En général, un chapelier qui était principalement éjarreur-coupeur gagnait de £1 10/ à £2 par semaine entre 1812 et 1816. Pour la même période, les fouleurs gagnaient davantage, c'est-à-dire de £2 à £2 15/. Quant aux dresseurs-apprêteurs, ils gagnaient le double des premiers, soit de £2 4/ à £3 3/ par semaine.
Les apprentis
43 Les conditions d'engagement des apprentis vivant à Montréal au début du XIXe siècle sont connues grâce aux contrats d'apprentissage passés devant notaire, habituellement entre le père et le futur patron de l'apprenti. Conformes aux usages et à la culture industrielle de l'époque, elles définissaient les relations entre le patron et l'apprenti. D'une part, l'apprenti s'engageait généralement à demeurer avec le patron et à lui obéir, à apprendre le métier, à travailler et à se conduire convenablement. D'autre part, le patron s'engageait à enseigner ou à faire enseigner à l'apprenti tout ce qui avait trait au métier et, dans bien des cas, à « le nourrir, loger, chauffer, blanchir et raccommoder27 » ; il s'engageait aussi à le faire instruire et à verser à l'apprenti ou à ses parents un montant annuel pour l'achat de vêtements. Vers 1812, les apprentis chapeliers avaient de 14 à 16 ans au moment de leur engagement28.
44 Dans le cas des apprentis d'Abner Bagg, le Journeymen's Book fournit non seulement des renseignements précieux sur des aspects dont les engagements ne traitent pas, mais il constitue la seule source portant précisément sur ces apprentis et sur leurs conditions de travail, car l'engagement d'aucun d'entre eux n'a fait l'objet d'un contrat notarié.
45 Six apprentis ont été identifiés comme tels dans le livre de paye ; de ce nombre, 5 avaient été embauchés bien avant la date où cette indication fut donnée. Quelques traits caractéristiques communs se dégagent des comptes de ces 6 apprentis et conduisent à l'identification de 3 autres ; ils permettent en outre de situer le moment où certains d'entre eux sont devenus compagnons. Pendant deux ans et demi (novembre 1814-mars 1817), le nombre d'apprentis a oscillé entre 5 et 6 et il n'y a eu qu'un seul remplacement : ce groupe a donc été très stable pendant cette période et il représentait alors la moitié environ de la main-d'œuvre de la manufacture.
46 Pour six mois de service de l'apprenti Thomas Barnes, Abner Bagg a versé £3 à Mme Barnes, en juin 1816. En novembre de la même année, il a payé £0 5/ pour l'éducation de Barnes (« for Schooling »). En 1812, l'apprenti Ruben Jackson s'est absenté de la manufacture durant six semaines, probablement sans autorisation ; Abner Bagg a considéré que ce temps perdu (« lost time ») lui était dû, à raison de £0 4/ par jour, ce qui représente au total £6. En 1814, deux autres apprentis, George Clark et Elijah Molton, se sont vu imposer des amendes pour s'être bagarrés avec « a Canadian », de toute évidence un Canadien français, sans doute un gamin comme eux. Le patron a payé les amendes et les a portées à leur débit dans le livre de paye. Clark a déserté de chez son maître le 1er juillet 1815. Bagg a payé un agent de police pour le retrouver ; les frais de recherche, portés au débit de Clark, s'élevaient à £2 10/.
47 Ainsi, selon le Journeymen's Book, le travail des apprentis n'était pas évalué en fonction d'un salaire, sauf lorsque le patron jugeait qu'ils avaient effectué un surplus de travail (« overwork ») ; dans ces circonstances, peu fréquentes, une valeur précise était attribuée à leur travail et elle était inférieure à la valeur du même travail exécuté par un compagnon.
La division du travail
48 Au début du XIXe siècle, les ouvriers en chapellerie se répartissaient généralement selon quatre principales catégories de tâches : 1) l'éjarrage et le coupage, 2) la fabrication du feutre (arçonnage et bastissage), le foulage et le dressage de foule, 3) la teinture, 4) le dressage d'appropriage et l'apprêt. Cette division du travail dépendait, d'une part, de la nature de l'objet de travail (peau, fibres, feutre, chapeau) et, d'autre part, du processus particulier à chaque opération : par exemple, les chapeaux étaient façonnés et foulés un à un, mais teints en série. Enfin, le fait que plusieurs douzaines de chapeaux sortaient au même moment de la teinture explique que les tâches de finition faisaient aussi l'objet d'une spécialisation29.
49 Dans le Journeymen's Book de Bagg, on peut relever au premier coup d'œil les indices d'une division du travail analogue à celle que l'abbé Nollet exposait en 1765 dans L'art défaire des chapeaux, ainsi que de la spécialisation qui y correspond. Un compagnon y était en effet qualifié d'éjarreur-coupeur (« journeyman puller & cutter »), un autre, de fouleur (« journeyman maker ») et un troisième, de dresseur-apprêteur (« journeyman finisher »). D'autre part, cinq apprentis étaient désignés comme étant apprentis fouleurs (« apprentice maker »).
50 L'examen de la répartition des tâches démontre que ces distinctions ne se limitaient pas aux seuls employés dont la spécialité est signalée. En fait, chaque compagnon était affecté principalement à une série de tâches, que ce soit l'éjarrage et le coupage, la fabrication du feutre et la dorure ou le dressage et l'apprêt, même si tous, ou presque, étaient en mesure d'effectuer toutes les opérations. Quant à la teinture, elle était confiée exclusivement aux apprentis et ne correspondait pas à une spécialité.
51 Il existait en outre une division du travail à l'intérieur de deux séries d'opérations : la fabrication et les traitements de finition. Cette division ne correspondait cependant pas à une spécialisation plus poussée, mais plutôt à une répartition des tâches au cours de la semaine ou du mois. Le fouleur qui, par exemple, fabriquait des chapeaux pendant un mois, ne faisait que de la dorure au cours des semaines suivantes. De même, en une semaine, l'apprêteur effectuait le dressage de foule d'une certaine quantité de chapeaux, puis en apprêtait une autre quantité et, enfin, en bichonnait quelques douzaines ; d'une étape à l'autre, il ne s'agissait pas forcément des mêmes objets de travail, puisque, entre le dressage de foule et l'apprêt, les chapeaux devaient être teints et séchés à l'étuve et qu'entre l'apprêt et le dressage d'appropriage, ils devaient de nouveau être mis à sécher. En outre, des quantités importantes de chapeaux arrivaient à la manufacture à l'état de produits semi-finis et passaient directement à la dorure, à l'apprêt ou encore au dressage d'appropriage.
52 Enfin, le travail des apprentis ne se limitait pas à la teinture des chapeaux. De 1812 à 1817, 7 apprentis sur 9 ont travaillé à la fabrication et à la dorure des chapeaux, de même qu'à l'éjarrage et au coupage, mais jamais au dressage. Un autre apprenti a accompli exclusivement des tâches de finition pendant 6 mois, puis est redevenu apprenti fouleur jusqu'à la fin de son engagement, près de 3 ans plus tard. Un seul, enfin, a été apprenti dresseur durant les 14 mois de son engagement.
53 La division du travail dans la manufacture de Bagg se distingue de celle exposée par l'abbé Nollet surtout par le fait que c'était généralement l'ouvrier dresseur-apprêteur qui dressait les chapeaux au sortir de la foule et non pas l'ouvrier fouleur.
Le jour de la paye
54 Les compagnons et les contremaîtres recevaient habituellement leur paye le samedi, après leur journée de travail, lorsque le patron faisait les comptes du travail de la semaine. Les sommes qui leur étaient versées variaient de £1 à £4, mais coïncidaient rarement avec la valeur de leur travail de la semaine ; Bagg faisait les ajustements nécessaires à la fin de l'année ou du service de l'ouvrier30. Au bout du compte, le montant global du salaire versé correspondait à la valeur totale du travail effectué par le chapelier.
 Display large image of Figure 5
Display large image of Figure 555 Les relevés concernant le salaire payé renferment aussi bien les sommes payées en espèces aux employés que les montants correspondant à des articles qu'ils ont achetés dans le magasin ou à l'acquittement de divers comptes. On trouve à ce titre une grande variété d'articles, parmi lesquels, bien sûr, figurent des coiffures de feutre de tous genres, de même que des garnitures et des brosses à chapeaux. Des pièces d'habillement sont également fréquemment mentionnées, telles que pantalons, chemises, vestes, manteaux, chaussures et bottes, ainsi que des couvertures, des pièces de tissus de toutes sortes, des articles de mercerie, caleçons, bas, gants de laine ou de soie, mitaines, mouchoirs et bretelles, ou encore des parapluies, des articles de toilette et des ustensiles de cuisine de même que certaines denrées alimentaires. Vient ensuite l'acquittement de divers comptes ou de dettes contractées par les ouvriers envers des professionnels, des marchands ou des artisans, principalement des cordonniers et des tailleurs, mais aussi l'horloger ou le médecin ; on trouve enfin, à quelques reprises, l'acquittement de frais de poste. Dans deux cas, le prix de chapeaux abîmés en cours de production est porté au débit de l'employé.
56 Chez plus de la moitié des compagnons, La part du salaire qui n'était pas versée en argent était faible ou même nulle, et pour la plupart des autres, elle était inférieure à 20 pour 100. Dans le cas des apprentis, cette pratique était nettement plus systématique, ce qui correspond à l'usage. Ils recevaient sous cette forme les deux tiers, en moyenne, de ce que le patron estimait leur devoir. Mais le jour de la paye était le leur aussi : presque tous les samedis, Bagg leur remettait un petit montant, de l'ordre de £0 2/ 6d à £0 10/, en plus du montant de £6 par année versé généralement aux parents conformément à l'entente d'apprentissage.
Conclusion
57 Le Journeymen's Book du manufacturier Abner Bagg est un document d'archives d'une richesse extraordinaire, qui camoufle ses trésors sous une apparence modeste. Graduellement, les noms, les multiples abréviations et les autres inscriptions consignés dans ce livre de paye, dont le mot « castor », évocateur par excellence, nous entraînent dans le Montréal du début du XIXe siècle et dans la vie de ses chapeliers. Mais, pour avoir accès aux secrets de ce registre, il a d'abord fallu s'initier aux usages et aux mystères de l'art de la chapellerie, en français puis en anglais, afin de comprendre les gestes que posaient les chapeliers de M. Bagg.
58 En effet, de 1812 à 1819, les chapeliers de M. Bagg fabriquaient à Montréal des chapeaux de feutres, dont un grand nombre de castors et un nombre encore plus grand de feutres dorés. Nous les avons vus au travail dans l'un ou l'autre des ateliers de la manufacture, penchés sur des peaux, cardant le poil ou I'arçonnant, trempant une cloche de feutre dans une vaste chaudière remplie d'un liquide chaud, foulant et roulant le feutre des heures durant, formant méticuleusement le chapeau et repassant ses ailes, le teignant et le faisant sécher dans l'étuve, l'enduisant d'apprêt, le brossant et le frottant avec un morceau de peau de requin ou redressant le poil de la dorure. Puis, le samedi venu, nous les avons vus attendant leur paye.
59 Ces quelques instantanés permettent d'apprécier la richesse de la source et les possibilités qu'elle offre encore à la recherche. L'analyse des données du Journeymen's Book permettrait de comprendre davantage l'organisation du travail dans l'entreprise et ses modifications au fil des ans, de mieux connaître les rapports entre le patron et ses employés et surtout de saisir à quel point le travail des apprentis a permis à l'entreprise de se maintenir à flot et de soutenir la concurrence au milieu de la décennie.
60 En rapprochant les données du Journeymen's Book et les renseignements fournis par d'autres documents du fonds Abner et Stanley Bagg, on pourrait observer les liens étroits qui existaient entre divers établissements appartenant à Abner Bagg, et en particulier entre la manufacture qu'il ouvrit à Terrebonne en 181731 et celle de Montréal. Peut-être même arriverait-on à reconstituer par l'imagination quelques-uns des chapeaux sortis des mains habiles de ses chapeliers, en s'inspirant au besoin de coiffures (voir fig. 5) conservées dans les musées.