Articles
Medalta's Art Department:
A Strategy for Product Diversification
Abstract
The clay products industry in Medicine Hat, Alberta, developed in the late nineteenth century and was originally confined to the manufacture of industrial wares. While many other ceramic products were widely used in Canada, they were almost exclusively imported. When a local source for suitable clay was discovered around 1913, several companies in Medicine Hat began to experiment with the manufacture of domestic and commercial products. This paper focuses on product diversification at Medalta Stoneware Ltd., founded in 1916 and reincorporated in 1924 as Medalta Potteries Ltd. Particular emphasis is given to the establishment of Medalta's art department in 1929. Medalta left an extensive record of its attempts to produce a wider range of ceramic wares. From the documents and artifacts that remain, a clear picture emerges of the problems that the company faced and the solutions it tried to implement. This picture in turn provides an important perspective on the complexities of the clay industry in Medicine Hat. The Glenbow Museum in Calgary houses Canada's foremost collection of Medalta's wares. Research for this paper was based in part on an analysis of the collection. This research forms part of a larger project that includes a proposed exhibition on Medalta and the clay industry in Medicine Hat.
Résumé
À Medicine Hat (Alberta), l'industrie de l'argile a été mise sur pied à la fin du XIXe siècle et se limitait au début à la fabrication d'articles industriels. On utilisait couramment beaucoup d'autres articles en céramique au Canada, mais ils étaient presque tous importés. Lorsqu'on a découvert une source locale d'argile de bonne qualité, vers 1913, plusieurs entreprises de Medicine Hat ont commencé à fabriquer des articles ménagers et commerciaux. Cet article porte sur la diversification des produits à la société Medalta Stoneware Ltd., fondée en 1916 et reconstituée en 1924 sous le nom de Medalta Potteries Ltd. On y accorde une importance particulière à l'établissement du département d'art de Medalta, en 1929. L'entreprise a laissé un riche dossier sur ses tentatives en vue d'é-largir sa gamme de produits de céramique. Des documents et objets d'époque témoignent des problèmes auxquels l'entreprise a dû faire face et des solutions qu'elle a essayé d'adopter. En soi, ces informations montrent à quel point l'industrie de l'argile était complexe à Medicine Hat. La plus importante collection de produits Medalta au Canada se trouve au GlenbowMuseum de Calgary. La recherche dont rend compte cet article se fonde en partie sur la collection. Elle s'inscrit dans un projet plus vaste prévoyant une exposition sur Medalta et l'industrie de l'argile à Medicine Hat.
1 The clay industry in Medicine Hat was founded on two materials that the community had in abundance: clay suitable for producing ceramic wares and natural gas for firing kilns. The first products of the industry were bricks, tiles and sewer pipes, which were manufactured in the late nineteenth century. Beginning in the early twentieth century, a succession of different companies attempted to produce a wider range of ceramic products designed for domestic and commercial use rather than for industry and construction. The first efforts to produce domestic and commercial wares originated in 1912 and continued until 1990. Many companies developed during this 78-year span, of which the largest and longest-lived was Medalta. Originally founded as Medalta Stoneware Ltd. in 1916, it was reincorporated as Medalta Potteries Ltd. in 1924 and lasted in this form until 1954, it went bankrupt under new management.
 Display large image of Figure 1
Display large image of Figure 12 During its 38-year history, Medalta's various directors invested a great deal of time and effort in trying to diversify the range of products manufactured by the company. Like the other pottery factories in Medicine Hat, the company experimented with different clays, shapes and decorative techniques in developing new products. Unlike the other factories, Medalta left behind an extensive record of its corporate history. Most of Medalta's records and correspondence have been preserved and provide rich documentary evidence on the history of the company's operations.1 The artifact remains of the company are also extensive and include a wide range of wares produced by the company, as well as original factory buildings, equipment and machinery used in the manufacture of ceramic wares.2 In addition, there are many people still living in Medicine Hat who were employed by Medalta, whose memories of their work contribute to the available knowledge of the company. Medalta was neither the most successful nor the best-managed clay factory, but the completeness of its records makes it invaluable as a case study. By examining the ways in which Medalta tried to diversify its production, a clearer understanding can be gained of the complexities of the clay industry in Medicine Hat.
3 Medalta went through three stages in its efforts to diversify, and these stages form the basis for this case study. The first stage, from 1918 to 1923, was capitalization. Once Medalta's owners recognized the company's potential for expansion, they tried to raise the capital required for expanding the plant. Technological improvements, which Medalta could not afford, were needed in order to change production. Two proposals were pursued to attract outside investors, both of which ended unsuccessfully. The second stage, from 1924 to 1929, was diversification. Despite the fact that Medalta had failed to make the required technological improvements, the company attempted to produce and market a wider range of wares. This proved disastrous: the low quality of manufacture that resulted undermined the company, and it began to falter by 1929. The last stage, from 1929 to 1953, was the establishment and development of the art department. Under new management in 1929, the company introduced this department to provide a forum for the design and development of both new wares and new decorative techniques. While decorative wares were labour-intensive to produce and therefore expensive for the company to make, they were very popular and opened up a whole new market for the company.
4 This paper examines Medalta's efforts to diversify its products, analyzing the company's initial problems with funding and quality control and then focusing on the art department as a unique solution to the problem of product diversification. Medalta was involved in many other areas of ceramic manufacture, and the art department was only one aspect of its overall production. However, analysis of this aspect helps define the delicate balance of supply and demand that affected Medalta's development. By examining its struggle to control this balance, we obtain a clearer understanding of the clay industry as a whole in Medicine Hat.
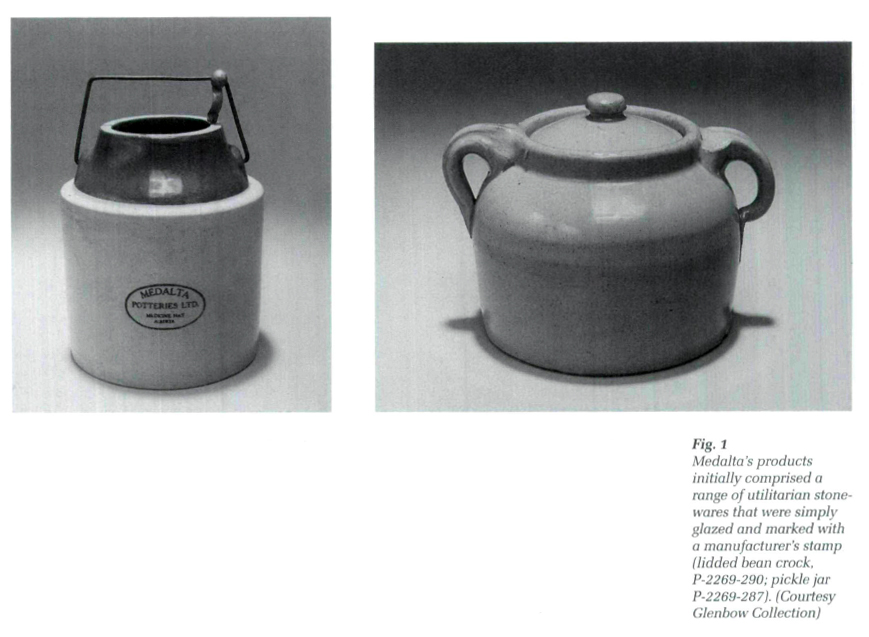
5 Medalta Stoneware Ltd. was established in 1916. As its name suggests, it manufactured wares from stoneware clay, such as crocks, jugs and churns (Fig. 1). Stoneware containers were staple commodities in domestic and commercial use at this time. Because there was a steady demand for its products, and because the use of local clay and natural gas kept manufacturing costs down, the company was successful. But the market for ceramic wares was considerably broader than stoneware products, and the company's success in one area suggested that greater things could be accomplished. By 1918, Medalta Stoneware had attracted the interest of three local investors: Charles Pratt, Ulysses Grant and William Créer,3 who saw stoneware production as the beginning of a much larger enterprise.
6 The Canadian market for ceramic wares was extensive, and Medalta's crocks satisfied only a relatively small proportion of that market. The nation-wide demand for dishes used in households and restaurants was filled by the British pottery industry. Whitewares, which included dishes and other finer ceramic products, were regularly imported from Britain because no Canadian manufacturer was producing them. Medalta had not tried to produce whitewares as they could not be produced from stoneware clay: the clay body had to be fine grained and fired to a white colour. However, when suitable clay for whiteware production was discovered in nearby East End Saskatchewan, Charles Pratt saw an opportunity for Medalta to expand its production and capitalize on this market. As he explained, the success of the company's stoneware production could be duplicated "many times over" in whiteware, as the potential was so much greater:
7 In order to begin whiteware production, the company needed to expand its plant and upgrade its equipment. This required capital, which Medalta did not have. From 1918 to 1923, Ulysses Grant and Charles Pratt tried to raise the capital they needed through outside financing. In their efforts to interest investors, Grant and Pratt prepared numerous documents on Medalta's history and commercial viability for circulation to individuals and corporations. These emphasized both the quality of the white-ware clay and the availability of cheap natural gas, which together would ensure further financial success for the company. They also stressed the significance and size of the market, and the marketability of the products that the company proposed to make. The company prospectus states: "It must be remembered that the Canadian market is an ever-growing one as this is a young and growing country and the products of this company are not luxuries but in every instance household or commercial necessities."5 The prospectus emphasized the viability of expanded production and listed the wares Medalta could profitably make: "whiteware, table ware, dinner ware, hotel ware, stoneware, insulators, pottery, queen's ware, earthenware, and other ceramic products."6
8 The actual fundraising proposals were unsuccessful. Grant started a campaign to encourage investors to buy shares in the company.7 Shares were to be sold in Alberta and Saskatchewan, and although a genuine interest in Medalta's investment potential was raised, the company ran into political roadblocks and could not get provincial approval to proceed.8 By late 1922, Medalta abandoned the idea in favour of a more ambitious campaign to solicit funding from the Canadian British Corporation.9 This English association was organized solely for promoting industrial expansion into Canada. It supported different kinds of projects, including that of "extending existing Canadian industries with British capital."10
9 Pratt sent clay samples and booklets to Major A. D. Watts, manager of the Canadian British Corporation, in an effort to interest him in subsidizing Medalta's expansion. Watts was very interested and explained to Pratt that progress on Medalta's proposition was materially assisted by the fact that the Corporation's Chairman "is Auditor to the Potters' Association so that he knows each of the big manufacturers personally."11 But by July 1923, serious problems began to undermine the project. One of the major British investors withdrew his support and Watts was "convinced that pressure [had] been brought to bear by the pottery trade in general to prevent his going ahead to develop the Canadian potteries which would interfere with British export trade."12 By October 1923, Medalta's owners began to lose interest, as the amount of capital the Corporation was prepared to offer was too small.13 By the end of October, the fundraising proposal came to a halt. With its unsuccessful conclusion, this second attempt to obtain additional funding for Medalta's expansion ended in failure.
10 Pratt, Grant and Créer evidently abandoned their fundraising efforts at this point. However, they continued to pursue the possibility of diversifying the factory's wares. In a final bid to redirect the company's production, they took over Medalta's management and operations. On August 5, 1924, Medalta Stoneware Ltd. was reincorporated as Medalta Potteries Ltd., with Charles Pratt in charge. In the same year, Medalta issued an illustrated catalogue listing a wide variety of products: in addition to stoneware items, Medalta Potteries Ltd. offered beanpots, bowls, pitchers, teapots, casseroles, chamber pots, cuspidors, vases and jardinieres.
11 From 1924 to 1929, Medalta Potteries struggled with varying degrees of success to keep up with the demand for its wares. Jesse William (Bill) Wyatt, plant manager during this period, balanced the responsibilities of the plant's operations with efforts to develop new wares (Fig. 2). A wider range of products was developed, but without the improvements to the factory that would have equipped Medalta to deal consistently with its customers' orders. Fundamental problems with design and quality control persisted during this period and effectively prevented the company from fulfilling the potential that Pratt had envisaged. The problems were neither random nor insoluble, yet despite their devastating effect on the company, no systematic effort was made to address them.
12 One major problem with Medalta's product diversification in this period was that the development of new wares was always tied to the production of a new mould. This work was both labour intensive and time consuming, which of course meant that new products were expensive for Medalta to manufacture. The high cost of product diversification thus restricted the very process that the company was trying to promote. Despite its ambitions to diversify, Medalta was often forced to turn down orders because it could not afford to produce them. For example, one customer approached Pratt with a request for plain dishes that could be used for painting;14 he had seen similar ones at the Hudson's Bay Company, which he understood had been supplied by Medalta. Pratt turned down the order and, in his reply, explained the special circumstances of the Hudson's Bay order on which this new customer had based his request:
The principal expense involved in special orders was the time and experimentation required to prepare the models and moulds. In this case the Hudson's Bay Company agreed to pay for developing the product, which made the order worth Pratt's while to accept. For a single customer, the expenses incurred in filling one order were prohibitive for the company.
 Display large image of Figure 2
Display large image of Figure 213 A second problem lay in the design of new wares. Medalta not only produced new wares in response to customer demand, the company also prepared its own designs. However, these appear to have been developed on speculation and produced in quantity. Any errors in design were not noted until the finished wares were shipped to the company's distributors and complaints began to come back to Pratt either from the distributors themselves or from their customers. As a result, even simple errors in design or production became expensive failures that the company had to absorb. For example, Medalta developed a new mixing bowl in 1926. When Renwick & Cunliffe, the company's Vancouver distributors, received the shipment, they immediately wrote back requesting the old style. The new bowls had an embossed decoration on the front that caused problems when the bowls were stacked for shipment: either the edge of the boss or the edge of the bowl was chipped. When Renwick & Cunliffe unpacked their shipment, they found that 25 per cent of the bowls were damaged. "This is a defect in design," their letter of complaint concludes; "apparently the designer did not think forward any further than the appearance and did not take into account packing difficulties."16
14 The expense of production errors was not only tied to Medalta's attempts to produce new designs. The basic issue was that the company was not equipped for experimental, small-scale production, and wares were always produced and fired in bulk. The expense of errors was thus magnified. Even slight modifications in design could backfire, resulting in a considerable loss to the company. In one instance, Renwick & Cunliffe forwarded an order for a customer who wanted green cuspidors with white linings.17 Medalta already produced green cuspidors, and Pratt did not foresee any difficulty in modifying their existing product to suit the customer's needs. However, after two separate lots had been put through the kiln, Pratt wrote back to say that he was unable to obtain a satisfactory product as the white lining discoloured during firing. "No doubt," he concludes, "they are a simple matter to make for a factory who has gone through the experiments necessary to make a success but we must confess that so far we have failed."18
15 The final and most crippling problem affecting Medalta was the low quality of its products. Low quality plagued all aspects of production and shipment, and letters of complaint were frequent. Merchants were regularly obliged to replace defective wares, or to deal with shipments that they could not sell. Ben Cunliffe, of Renwick & Cunliffe, complained that a shipment he received contained crocks "so badly out of shape that it is impossible to get a cover on them," and that the covers themselves "are warped so that they do not fit within a considerable distance of the top of any crock we put them on to."19 James Carter, Medalta's Winnipeg distributor, was incredulous at a shipment of broken bowls he received: "the writer looked at these bowls and found that most of them were even less in places than 1/8 of an inch thick on the sides. Is this not too thin? Are you intending them to be as thin as this?"20
16 The evidence of the company's correspondence suggests that Medalta Potteries Ltd. over-reached itself: the market was too large and the demand too varied for the scale of its operations. Defects in production and errors in shipment resulted, and customers complained with increasing regularity. The company appears to have been in serious difficulty by early 1929. On February 15, Pratt attempted a change in direction and appointed himself, Wyatt, and Walter Armstrong as Directors of the Company for the balance of the year 1929.21 Exactiy one month later, Pratt announced to an extraordinary meeting of Medalta shareholders that the company and its assets were being sold to Reginald Carlisle and O. Clair Arnott for $250 000.22 Armstrong took over as plant superintendent, and Wyatt left Medalta to found his own company, Alberta Potteries Ltd., based in Redcliff.
17 With the change in ownership, Medalta Potteries Ltd. entered the most successful phase of its production. Key to this success was the development of the art department, which was headed by Thomas Hulme.
18 Thomas Hulme was born in the town of Blackfordby in Leicestershire, England, in 1892.23 He attended art college in England and apprenticed at Wedgwood Potteries in Staffordshire.24 He then taught arts and crafts in Blackfordby.25 In 1929, at the age of 35 years, he emigrated to Alberta, bringing with him a letter of reference from Herbert Marriott, the Vicar of Blackfordby.
He came initially to Edmonton, in response to a posting advertised by the University of Alberta for an art instructor.27 Apparently, the University considered his credentials insufficient and wanted him to complete further course work. Instead, Hulme looked for other employment and found it in Medicine Hat where he obtained a position as head of the art department at Medalta Potteries. He worked at Medalta until the factory closed in 1954 and then worked briefly at Medicine Hat Potteries.28
19 Design had always been an aspect of production at Medalta Potteries Ltd., but in the early years it appears to have been incorporated into the responsibilities of the plant superintendent.29 Bill Wyatt, superintendent from 1924 until 1929, designed the moulds in addition to managing the plant's operations. He focused on developing the shapes and embossed patterns of Medalta's wares. He did some work with basic decorative techniques, producing mottled and sponged glazes, which he later used in his own pottery, but in general he did not consider the surface decoration in any detail.
20 The art department appears to have been introduced in 1929 with Tom Hulme as the first employee solely responsible for surface treatment of the moulded wares.30 By exploiting the surface of the wares a virtually unlimited variety was introduced. While new shapes were still introduced, the emphasis on decoration allowed Medalta to diversify without the continual expense of mould preparation. A wide range of patterns could be used on a relatively small number of products. In effect, the establishment of the art department created a whole new line of wares for Medalta (Fig. 3).
21 By 1933, customers were regularly ordering "artware" in addition to the stoneware products that were still the industry's staple.31 In some cases the wares marketed as artware were simply standard products, such as a jug or teapot, with the surface decoration altered from a clear glaze to a stencilled pattern. However, the surface decoration made a considerable difference to Medalta customers and became an important factor in determining their orders. For example, one client complained to Medalta's Toronto distributor when what seemed to have been a minor change was made in his order. He was "very much annoyed" when he received 'Cottage' pitchers instead of 'Ship' pitchers and pointed out: "The result is that the Cottage Pitchers have not sold so that in the end you are out of that much business."32
22 The introduction of Medalta's artware changed the way that customers looked at objects that had hitherto been regarded as utilitarian. A jug was no longer a container for liquids: it sold or did not sell based on whether the decoration appealed to the customers. The art department's significance lay in its ability to respond to demand and to supply patterns and designs that customers requested. The problem that Charles Pratt encountered was that clients perpetually had to be turned away when their requests could not be accommodated. Under Hulme, the art department evolved into a virtual service department, with its range of designs determined by customer preference.33
 Display large image of Figure 3
Display large image of Figure 323 Hulme did not work with moulds: he was responsible for designing the stencils and stamps for patterning the wares and for mixing the glazes used by his staff. He had a small office in the decorating room with a drafting table.34 The walls of his office were lined with shelves holding pots of paint, powdered pigment, turpentine and linseed oil. He worked from glaze 'recipes' and also developed his own combinations.
24 The staff of the art department were women, and the tasks they performed all involved working with shaped clay products. Leather-hard moulded wares were brought to the work area of the art department, where staff used elaborate rubber stamps, coloured glazes and lacquers to produce the finished surface. The most skilled work, and the hardest to learn, was the final decorating, which involved painting with glaze to achieve a customized finish. The staff assigned to this work were called decorators. They were familiar with all the other tasks in the art department and performed them as required whenever there were layoffs.35
25 Three principal techniques were used to apply patterns to Medalta wares: transfer decals, stencils and rubber stamping. Transfer decals were a cheap and simple method used primarily in decorating dishes. Initially transfers were purchased from Blythe Colour Works, an English company, although Medalta later bought a machine that allowed them to print their own.36 These decals produced in the art department were of simple decorative motifs or calligraphic monograms (Fig. 4).
26 Stencils involved more time and effort to produce. Hulme designed all the stencils and cut them from lead foil. For patterns requiring several colours, a separate stencil had to be cut for each colour application. When he distributed stencils to the decorators, he also assigned the glaze colours to be used with them. The decorators then used spray canisters with adjustable nozzles to apply the pattern.
27 Rubber stamps were the most common method used for decorating. Stamps, a cheap substitute for transfer printing, allowed fairly consistent repetition of patterns. Most of Medalta's stamps had small and simple motifs, although more complex designs were made for special orders. For example, the Palomino Ranch ordered a set of dishes in 1952 with an elaborate decoration combining rubber stamps and in-fill painting. Two smaller motifs were stamped, one of a ranch gate and the other of the word "Palomino" with the letters designed to look like coiled rope. The principal motif was a rearing horse, which was stamped and then painted. This pattern required more production steps than most and was only produced as a special order when the increased costs could be absorbed bv the customer. Numerous orders of this kind were taken on by the company for clients including, to name only a few, the Ranchmen's Club in Calgary, the University of Alberta and the Prince of Wales Hotel.
 Display large image of Figure 4
Display large image of Figure 428 Artware was the most time-consuming to produce of any of Medalta's wares because so much of the work had to be done by hand. At least one customer noticed the effort that went into his order: Norman Ray, President of Medicine Hat's Rotary Club, wrote to Hulme to express his "personal appreciation for the craftsmanship" shown in a commemorative plate commissioned for the Swift Current Rotary Club:
29 Decals, stencils and stamps were the most common methods used by the art department staff, but other decorative techniques were also used. Moulds were used to create embossed surface motifs or patterns, and in some cases the clay was incised to 'draw' a pattern or to augment an embossed design. A number of designs were painted directly onto the wares with glazes or lacquers. This was a more costly technique, as Hulme did the painting himself.38 Initially this was a larger part of his responsibilities, but as the number of people working in the art department grew over the years, increasingly Hulme's job changed from finishing artware products to supervising staff who carried out his designs.39 Instead of painting the wares himself he prepared samples, using painting techniques to produce a pattern that would subsequently be carried out by his staff with mechanized techniques.
30 The production of artware was the most labour-intensive process in the Medalta plant. While customers maintained a steady demand for decorated wares, they were expensive for Medalta to make. Furthermore, they were not designed to appeal to a wealthy clientele, meaning that production costs could not exceed the threshold of affordability. A balance had to be established between what the plant could afford to make and what customers wanted to purchase. The dynamics of this balancing act rested with the plant manager. From 1929 to 1937, this position was filled by Walter Armstrong and from 1937 to 1954 by Ed Phillipson. Each of them approached the problem differently.
31 Armstrong appears to have tried at least three different tactics in his tenure as superintendent.40 He explored less labour-intensive methods of decoration and in particular tried to draw on the expertise of the British potteries. For example, he contacted a firm in London to inquire about "prices on aerographs suitable for making the decorative and marbelline effects."41 He also may have explored the possibility of producing more sophisticated wares, in an effort to attract new customers. He obtained a small Moorcroft vase from Medalta's Toronto distributor, which he kept for at least a month, perhaps planning to develop a pattern for production.42 Finally, he invested considerable effort in obtaining coloured glazes. Using colour instead of pattern in finishing wares was the least laborious method of decoration, and consequently the least expensive. He used 24 different colours in the new lamp bases produced for 1935 and pointed out: "We have gone into a more expensive line, as you will note, and some of our colours are of the very finest."43 To obtain a more specialized glaze, he spent several weeks trying to track down a British company that produced what he called "Brentleigh" ware, which used a cellulose finish; he eventually contacted them and ordered a sample of 12 different colours.44
32 Despite his efforts to improve artware production, Armstrong was plagued by problems of quality control. A. W. Pratt, Medalta's Toronto distributor, continued to complain regularly about defective wares and also forwarded complaints that were sent to him. One telling letter was sent to Pratt from Mr. Martin, a merchant in Northern Ontario:
Quality was a consistent problem with Medalta, and had been since Charles Pratt's first efforts to increase the range of production. Without careful supervision, a mistake in any single stage of manufacture could result in the failure of an entire kiln load; whether it was the wrong handle placed on a teacup or the wrong firing temperature in the kiln, the methods of production were inadequate for the diversity of wares that the company produced. The margin for error was too wide, and Medalta continually had to pay the price in customer dissatisfaction.
33 The first person to address the concern of production methods was Ed Phillipson. He had studied ceramic and chemical engineering at the University of Saskatchewan under Professor W. G. Worcester, a noted authority on clays.46 While Phillipson was interested in the chemistry of ceramics, he was fascinated by the mechanics of production. He examined the system of assembly-line production at the Ford Motor Company and completed a course in time and motion studies.47 Whether labourers were piecing together an automobile or a teapot, he reasoned, the methods were transferable. As manager, he turned his attention to increasing the plant's efficiency.
34 Phillipson introduced an assembly-line system for ceramic production, and whenever possible he mechanized any element of human labour.48 The beehive kilns that were loaded and unloaded manually were replaced with tunnel kilns, where the wares were fed through in carts that ran on tracks. Large conveyor belts were built through the plant, replacing the 'runners' who had previously carried the wares from one work station to the next. The skilled work of preparing and shaping the clay, which had traditionally been done by the jiggerman, was automated. Attaching handles to cups and teapots had always been a task reserved for the "small and quick hands" of female employees;49 Phillipson patented a machine that formed a cup and handle from a single piece of clay.50 Eliminating skilled work reduced the cost of production, and using machines in place of labourers reduced the potential for error.
35 In terms of the art department, Phillipson was restricted in what he could accomplish. The tasks of decorating were labour intensive and, moreover, could not easily be altered without materially affecting the finished product. Phillipson essentially resigned himself to the fact that the art department was not a money-making venture: it was there simply to accommodate the customers.51 However, he did introduce two changes in production that were directed at improving the quality and consistency of the artware.
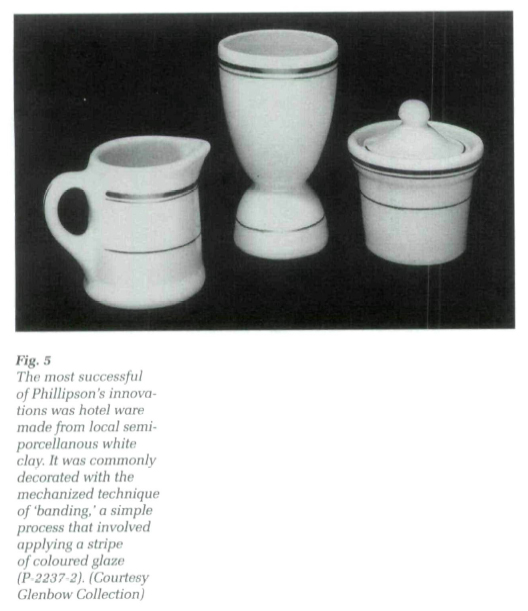
36 Phillipson mechanized one of the techniques used to decorate the wares: 'banding,' a simple process that involved putting a stripe of coloured glaze around the circumference of a vessel. A wide or, more usually, a narrow brush was used to apply a strip of accent colour to plain wares. Cups and soup bowls decorated in this way were spun on a small lathe at the decorator's work station. The decorator would support her elbow on a plank set into the work table as a steady rest and would position her brush so that it rested evenly against the vessel as it rotated on the lathe.
37 Flatware (plates and saucers) was done at a different work station, which had a flat table equipped with a horizontal rotating wheel. Oval dishes had to be done freehand as they could not rotate evenly, and proportions had to be gauged by eye. A limited number of simple variations was used in banding, based on the width and colour of the decorative line; the basic range of colours was green, black, brown and yellow. Combinations of different widths or different colours on the same vessel were also used.
38 Wide bands of colour were applied with spray canisters. Spraying was used to provide large areas of colour as it was faster than brush-work and created a more uniform effect. For some patterns, the entire width of a plate rim was coloured by protecting the centre of the plate with a wooden 'chum' and spraying glaze on the unprotected surface.
39 Phillipson's second production change was the development of a laboratory that was used for experimenting with glazes.52 Glazes were one of the most haphazard elements of ceramic production: a dismayingly wide range of factors, including colour, temperature, combination with other materials and firing time, all affected the success or failure of a glaze. Phillipson decided to confine the experimentation to the lab, where he had technicians work out the glaze 'recipes' that he himself developed. The stains for the glazes were purchased from Blythe Colour Works in England and Ferro Enamels in Ottawa.53 However, the stains were just one ingredient, and Phillipson worked out the other components and their proportions for the technicians to test. By using the lab, Phillipson was able to reduce the risk and expense of failed kiln loads.
 Display large image of Figure 5
Display large image of Figure 540 This emphasis on testing applied to design as well as colour. Phillipson encouraged the use of sample products that could be displayed and tested. Rather than manufacturing large quantities of a new design on speculation, he relied on Medalta's agents and distributors to tell him what they thought would sell. In some cases the distributors approached Phillipson with suggestions, pointing out products that a competitor was selling successfully. Hulme was then asked to make a prototype based on their description.54
41 Another method was for Hulme to prepare several new samples that the sales staff could display. Customers would order from the wares on display, and once a pattern was chosen Hulme prepared for its production. The sample was always decorated by hand, as it was a single item. For example, one sample plate was designed with a wide grey band around the rim and a central motif of maple leaves.55 The band was painted by one of the decorators: using a wide brush, the decorator applied the glaze in three overlapping bands that were blended to create a gradual fading toward the centre. The decorator then gave the plate to Hulme, who painted the maple leaves. If this pattern had been selected for production, Hulme would have developed a stencil for the maple leaves, and the grey band would have been applied with the spray technique.
42 By using this experimental approach, Phillipson was able to direct product development along economically viable lines, ensuring that the wares Medalta manufactured would sell. In turn, the art department allowed Medalta the flexibility to design wares in response to customer demand. Through the combined efforts of Hulme and Phillipson, Medalta was able to produce a diverse range of wares with consistent attention to quality and marketability (Fig. 5). The problems that had undermined Charles Pratt in his efforts to diversify the company's products were systematically solved through the establishment of the art department. With Hulme's focus on surface decoration, the company was able to break from its former dependence on moulds for product variation. This allowed greater flexibility and responsiveness to the market in developing new wares. Product development was closely linked to customer demand. Either Medalta's sales agents recommended new products based on their knowledge of the market, or Hulme developed samples that were tested before the company embarked on full-scale production. The laboratory that Phillipson set up allowed for experimentation on a small scale and the cost of developing new wares was reduced. With Phillipson's focus on efficiency, problems of quality were significantly reduced.
43 The art department clearly played an important role in Medalta's success. However, artware was not the company's most profitable line. Medalta was involved in several other areas of ceramic manufacture, notably the production of hotel ware, which provided the company with steady orders from large companies such as the Canadian Pacific Railway. The financial success of these other ceramic lines helped to carry the less cost-efficient production of art-ware. Within this context, though, the art department provided the company with a flexible mechanism for product diversification.
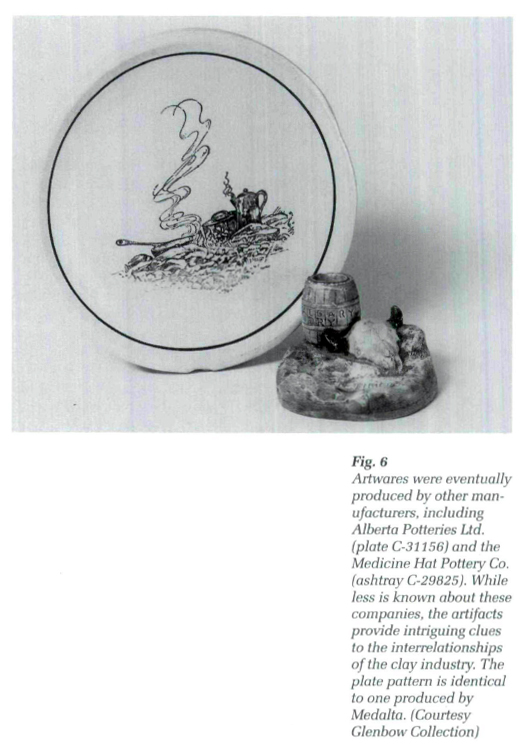
44 The pottery industry in Medicine Hat was larger than Medalta, and other companies were involved in product diversification efforts (Fig. 6). The scope of this paper is not sufficient to cover these other potteries, although study of their production methods will be an important area of future research. Medalta's struggle with diversification provides a significant basis for comparison and amply illustrates that the success of the pottery industry in Medicine Hat was not based simply on the fact that clay and gas were readily available. The clay industry combined complex processes and a diverse range of products. These both required effective management. Charles Pratt was not able to capitalize on the resources available to him because his processes were inefficient and his products lacked quality. Hulme and Phillipson were able to channel the same resources into effective manufacturing methods and a consistent quality of production.
 Display large image of Figure 6
Display large image of Figure 6