Articles
The Influence of Resource Quality on Technological Persistence:
Charcoal Iron in Quebec
Abstract
Technological advances in the steel industry during the nineteenth century led to the dis-placement of charcoal, a vegetable fuel, by coke, a mineral fuel. Aspects of the technology developed to utilize coke, however, were also applicable to charcoal blast furnaces. The province of Quebec was the centre of the Canadian iron-making industry during the nineteenth century, but the technological advances introduced into processes for smelting iron with charcoal were not accepted in that province as they were elsewhere. The author looks to characteristics of the ore used in Quebec and the type of charcoal available locally to explain the persistence of old charcoal technology in Quebec iron smelters. The retention of old technology by Quebec iron-makers was a sensible response to local conditions. Moreover the small Canadian domestic market provided little incentive to adopt large-scale technologies during most of the nineteenth century. The Quebec experience with charcoal iron manufacture illustrates the subtle blend of factors that are involved in the assessment of technological change by potential beneficiaries.
Résumé
Les progrès techniques survenus dans l'industrie de l'acier au cours du XIXe siècle ont mené au remplacement du charbon de bois, combustible végétal, par le coke, combustible minéral. Les aspects de la technologie mise au point pour utiliser le coke, cependant, étaient aussi applicables aux fourneaux à charbon de bois. Le Québec était le centre de l'industrie canadienne de la sidérurgie au XIXe siècle mais les progrès techniques introduits dans le processus de fonte du fer par le charbon de bois n'y étaient pas acceptés comme ils l'étaient ailleurs. L'auteur voit dans les caractéristiques du minerai utilisé au Québec et dans le type de charbon de bois disponible localement l'explication de la persistance de la vieille technique au charbon de bois dans les fonderies du Québec. Cette conservation de la vieille technique constituait une réponse raisonnable des maîtres des forges aux conditions locales. En outre, au Canada, pendant la plus grande partie du XIXe siècle, l'étroitesse du marché national n 'incitait guère à adopter des technologies à grande échelle. L'expérience québécoise touchant l'utilisation du charbon de bois pour produire de la fonte illustre la subtile combinaison de facteurs qui intervient dans l'évaluation des changements techniques par leurs éventuels bénéficiaires.
1 An essential element in the industrialization of Europe and its overseas settlements was improvement in capital goods of all kinds. The cost of producing these goods declined and production increased in large part because the cost and quality of ferric metals improved. By far the most important change in iron and steel manufacture was the substitution of mineral fuel (coke) for vegetable fuels (wood and charcoal). The use of mineral fuel was a fundamentally important innovation which occurred gradually over two centuries.1 During the process of transition the iron industry continued to use both charcoal and coke fuels for a variety of purposes, including the primary stage of smelting in the blast furnace.
2 The prolonged survival of charcoal blast furnaces is a celebrated example of technological persistence. Charcoal furnaces survived as long as they did partly because their performance was enhanced by the use of engineering principles adapted, ironically, from coke-based furnace technology. In a sense there was a transition within the transition as improvements first developed in coke smelting were applied to the manufacture of iron with charcoal.2
3 One of the puzzles about improvements in charcoal smelting is that they were not adopted everywhere. The knowledge of productivity gains through modernization was widespread, but some charcoal iron-producing regions failed to make the transition. A relevant example is the charcoal iron manufacture industry in Quebec which declined in part because of its failure to modernize. Faucher explains the lack of coke-smelting in Quebec by the high price of coal.3 Altman, on the other hand, has argued that the price of coal was not an important locational influence among Quebec manufacturers.4 Presumably everyone would agree that the price of coal cannot explain the failure to adopt improvements in the manufacture of iron with charcoal. In this paper I suggest that technical failure can be explained by certain characteristics of Quebec natural resources which appear to have inhibited the adoption of available technological improvements.
The Industry in Quebec
4 A brief survey of charcoal iron-smelting in nineteenth-century British North America provides a useful context for an examination of activity in Quebec. During the late 1840s charcoal iron plants were erected at two sites near the Bay of Fundy. On the upper stretches of the Saint John River, secondary iron producers from Saint John built one blast furnace which produced sporadically until the depression of the 1870s.5 A more successful venture began at the same time near the head of the Bay of Fundy at Londonderry, Nova Scotia. The Londonderry ironworks produced charcoal bar from 1850 to 1853 and charcoal pig until 1876, in which year the company blew in two new coke-burning furnaces. The shift was unsuccessful; the company continued producing at less than capacity and on the brink of bankruptcy until its furnaces were blown out for the final time in 1910. As in the case of Woodstock and earlier Maritime furnaces, Londonderry was handicapped by a local supply of ore which was inadequate in both quality and quantity.6
5 The centre of Canadian iron production since the eighteenth century had been further west, near Trois-Rivières in Quebec, in which region Saint-Maurice Forges was the longest surviving blast furnace. By the 1850s this site had fallen under the influence of a Montreal-based family, the McDougalls, who subsequently owned or managed most of the blast furnaces operating in Quebec.7 The McDougall family was interested in furnaces at L'Islet, Radnor-des-Forges, Saint-Pie-de-Guire, Shawinigan and Saint-Maurice. Production began to shift away from the Trois-Rivières area with the construction of a direct reduction bloomery at the mouth of the Moisie River in 1867, and blast furnaces at Baie-Saint-Paul in 1873, at Hull in 1867 and on the Saint-François River in 1869. John McDougall purchased the Saint-François site in 1873 and then relocated to larger facilities at Drummondville in 1880.8
6 The myriad of small charcoal furnaces in eastern Canada produced an expansion of national output in the third quarter of the nineteenth century. During the mid 1870s, however, a serious commercial dislocation put a number of furnaces out of blast. National output did not recover until a new furnace was erected at Radnor, Quebec, in 1890.9 By itself this furnace managed to restore Canadian output to the level that had been experienced in 1870.
7 The Radnor furnace doubled Quebec output. Nevertheless, Quebec's share of the Canadian market for charcoal iron began to decline at the same time, as is clear from the data presented in Table 1. The relative decline in Quebec was soon followed by an absolute decline which reflects the re-emergence of smelting in Ontario. A number of furnaces were active in Ontario before 1850 but none survived into the second half of the century. There were attempts to begin production at a variety of sites, but none succeeded until a large charcoal furnace was erected at Deseronto in 1898.10
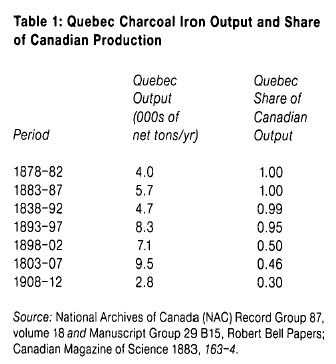 Display large image of Table 1
Display large image of Table 1Deseronto's New Furnace
8 The success of the Deseronto furnace lay in its deviation from the industrial practice in Quebec, the Maritimes and, for that matter, early Ontario. The new furnace used a high-pressure blast heated to a relatively high temperature which permitted much larger production and a reduction in input requirements. According to one report, the Deseronto furnace was 59 feet (17.9 metres) tall and 10.5 feet (3.2 metres) wide at the boshes, with a steel shell and cast iron water jacket, steam-powered blast heated to 900°F (482°C); daily capacity reached 100 tons (90.7 tonnes) per day by 1913.11 Charcoal was produced at lower cost by using special kilns from which waste gas could be collected, reprocessed or distilled, and then sold separately as liquid chemicals. Finally, the Deseronto furnace brought ore from Lake Superior by ship and wood/charcoal from central Ontario by rail rather than relying on local supplies of raw materials. This strategy enabled the Deseronto furnace to increase production until the eve of World War I when its annual output was more than twice that of the entire Canadian industry before 1900.
9 It is worth considering some of these technical changes in more detail. In 1870 most North American charcoal furnaces had a maximum daily capacity of 10 tons (9.7 tonnes), a squat shape less than 40 feet (12.2 metres) tall, a stone or masonry shell, a water-powered blast less than 1 pound per square inch (psi) (6.9 kPa) at less than 400°F (204°C), if heated at all. Furnaces of this type, characterized by Schallenberg as "pre-industrial," typically obtained charcoal in pits or rectangular kilns within a 10 mile (16 kilometre) radius of the furnace. In 1870 Pennsylvania, for example, 89 per cent of the charcoal furnaces were less than 40 feet (12.2 metres) in height; 78 per cent produced less than 2500 tons (2227 tonnes) per year; and very few heated their blast.12
10 During the following decades charcoal furnaces began to implement changes pioneered on coke-fired furnaces. One development was to increase temperature and pressure at which oxygen was fed to the molten brew. A hotter and harder blast permitted faster smelting and hence greater output. A taller and thinner furnace was needed to accommodate a larger and faster-descending charge. Blast temperature and pressure, the scale of output and furnace shape changed together in an evolution that brought dramatic increases in the productivity of labour, capital and fuel in charcoal furnaces precisely as had been experienced in coke furnaces.13
11 During the 1870s, ironworks in Michigan led the move to taller and harder-driven furnaces.14 By the 1880s a "modern" charcoal furnace typically produced 30 to 35 tons (27 to 32 tonnes) per day; it had a slim shape not uncommonly reaching to 60 feet (18.2 metres), an iron or steel shell cooled by a waterjacket, steam-powered blast at greater than 3 psi (20.7 kPa) and often in excess of 1000°F (538°C). The energy to heat the blast derived from furnace and kiln waste gas captured in entrapment devices with multiple bells and downcomers and then fired in regenerative fire-brick blast stoves. Beehive kilns or retorts permitted the recovery of chemical byproducts during carbonization.15 Railways drew charcoal over hundreds of miles.16
12 During this period of considerable technical change among American blast furnaces, the design of furnaces in Quebec changed surprisingly little. The second Drummondville furnace erected in 1881 was only 32 feet (9.8 metres) tall, of brick and stone construction, with a capacity of 7-10 tons (6-9 tonnes) per day, hand-charged, water-powered at less than 1 psi (6.9 kPa), with a maximum blast temperature of 300°F (149°C) and waste gas recovery at the stack head by an old-fashioned pipe stove. Charcoal was produced in pits and rectangular kilns with no byproduct recovery; charcoal was drawn entirely from local sources.17
13 At Radnor in 1890 the iron-masters George and A. T. Drummond attempted to design a more modern plant with a waterjacket structure for the furnaces, Weimer blowing engines, bell-and-hopper recovery of furnace gases and railway transport of charcoal. The company's promotional literature also invoked the rhetoric of modernity but, somewhat surprisingly, the Radnor furnace retained important elements of the pre-industrial technology complex. No effort was made to recover chemical byproducts from charcoal production and at least some of the charcoal continued to be burned in open pits. Most importantly, the furnace was small (20-25 tons [18-23 tonnes] daily capacity) and short (40 feet [12.2 metres] tall) with relatively low blast pressure.18
14 The Quebec failure to modernize more fully contrasts sharply with the experience at Deseronto, Ontario. One explanation for technological backwardness in Quebec might be a lack of information or some innate reluctance to change on the part of the iron-masters. Such arguments are not credible. The McDougalls and the Drummonds held memberships in professional associations which published regular information about technical advances in the iron trades. Employees of the Geological Survey of Canada, acquaintances in the engineering community, and most of all the buyers of charcoal iron undoubtedly supplied information about possible improvements in furnace practice. Indeed, there is considerable evidence that the Quebec furnaces experimented with hard-driven, higher volume production.19
15 Another possible explanation for the small size of Quebec furnaces is a limited supply of raw materials in any one location. Again, the explanation is unpersuasive. Local supplies of wood and ore are unlikely to have been a constraint after the railways became available to draw material from a wider region.20 If individual furnaces were limited by the size of local resource supplies, then we would have expected to find small furnaces each exploiting local pockets of wood and ore. In fact, no more than three - and typically fewer - Quebec furnaces were in operation at any one time. We also would have anticipated that the demand for materials would have pushed up their prices. In fact, the price of charcoal at Radnor in 1900 was one-third less than it had been at Saint-Maurice 25 years earlier; the cost of Quebec ore was increasing but it remained below the cost at other Canadian furnaces.21
16 A third explanation for the late arrival of "modern" charcoal smelting, that of market size, is more promising. The U.S. tariff and overcapacity in the American industry reduced export potential and largely restricted Canadian furnaces to the domestic market during the 1880s and 1890s. The principal market for charcoal iron at the time was the manufacture of railway car wheels and malleable castings (for car components and agricultural machinery), each of which grew quickly under tariff protection in the late nineteenth century. In spite of this growth in demand, however, the entire Canadian consumption of charcoal iron during die 1880s was less than the output of a single "modern" charcoal iron furnace.22 By the late 1890s, however, domestic consumption had increased to the point that the market would absorb the output of a "modern" furnace.
The Impact of Local Resources
17 The smallness of the Canadian market helps to explain the absence of hard-driven, large-scale charcoal furnaces during the 1870s and 1880s, but it cannot explain the relocation from Quebec to Ontario during the 1890s. Why was the "modern" approach introduced into Ontario rather than Quebec which, for more than a century, had been the Canadian centre of iron and chemical production? A large part of the explanation appears to be the quality of local resources. Ore in Quebec was obtained by dredging the bottom of lakes and bogs.23 Bog ore is more finely divided and hence more easily combustible than most rock ores; the earliest European blast furnaces used bog ore for this reason.24 By the end of the nineteenth century, however, a more important physical property of an ore was its ability to support the weight of a large burden in descent. Bog ore is unsatisfactory in this respect because fine material in the furnace charge tends to pack too closely; in large furnaces the result is agglomeration and an irregular descent of the charge. The effect is to increase fuel consumption and impair the quality of the iron.25 In extreme cases, the material might "hang-up" and block the escape of waste gases, which eventually would lead to an explosion.26
18 Another drawback of bog ore was its relatively high proportion of silicon, since the desirable properties of charcoal iron depended to a large extent on having a low silicon level.27 This disadvantage weighted heavily on hot-blast smelting since a hotter furnace tends to pass the silicon into the iron rather than leaving it in the waste slag.
19 In a number of respects, the structural and chemical characteristics of bog ore impeded the introduction of modern smelting techniques. Another set of difficulties originated with the quality of Quebec charcoal. The forest in the lower Saint Lawrence River watershed was almost entirely softwood.28 Most North American charcoal furnaces used hardwood, which contained more energy per unit volume and hence increased output for given size of furnace.29 Other advantages of hardwood charcoal included its resistance to breakage during transportation and its greater structural strength, enabling it to support a larger burden in die furnace. Finally, the carbonization of hardwood released marketable chemical byproducts which were unavailable from softwood.30
20 Quebec iron-masters sensibly declined to adopt the new techniques for the simple reason that they brought little advantage on soft-wood charcoal and bog ore. The resources available at Deseronto, by contrast, were more amenable to productivity gain through hard driving and byproduct recovery. The Deseronto works had access to stands of hardwood in central Ontario via rail and river and to the superb low-silicon rock ores from upper Michigan and Wisconsin via lake shipping.31
21 Although the technological transition in Canadian charcoal iron reflects the peculiar character of raw materials in Quebec, the industry was typical of many Canadian enterprises serving the domestic market. During the nineteenth century, American import restrictions and the small size of the domestic market impeded the adoption of large-scale technology in a variety of Canadian industries. The burden of smallness diminished, however, with the rapid settlement of the Canadian west around 1900. Western-led growth contributed to a remarkable acceleration of domestic economic activity which expanded the potential market for individual firms and encouraged the construction of larger plants, embodying new technology.32 Not surprisingly, productivity growth accelerated in a number of Canadian industries exactly as it did in charcoal iron smelting.33
22 The experience of charcoal iron also speaks to a second major issue for Canadian historians of technology; the role of natural resources. It is widely recognized that the availability of natural resources influences international patterns of growth and technical change.34 In Canada this insight is reflected in the popularity of the "staple theory." Most natural resources, however, have a quality dimension which has important economic and technological implications even if it is difficult for today's historian to discern. The example of charcoal iron manufacture in Quebec underlines the need to investigate the quality as well as the quantity of resources in any discussion of the relationship between resources and industrialization.
Implications for Technological Change
23 Finally, it is worth considering the implications of this case study for our conception of technological change in its largest sense. Social scientists view technological change as an incremental process of many small advances leading to a gradual advance of productivity and in the standard of living. From this perspective it is tempting to see the inexorable wheel of technological change turning at a steady rate, faster in some countries than in others, but with few abrupt changes or discontinuities. Historians and engineers, on the other hand, tend to focus on particular clusters of innovations which are arguably more important than others and which give the appearance of discrete changes and dramatic breakthroughs. One way to reconcile the two approaches is to consider the persistence of old technology and the protracted transition from old to new in commercial practice.35
24 Many new technologies experience a long period of minor improvements before their full potential is realized and widespread adoption is warranted. Institutional factors, the local availability of critical inputs and other influences can also slow the transition from old to new. Since the aggregate mix of technological practice changes little from one year to the next, there are no dramatic turning points. This does not deny discontinuity in innovation and the first use of techniques, some of which are clearly more important than others. In a sense the continuity and discontinuity perspectives are both correct; they simply look at different aspects of the same process. Social scientists use aggregate data which reflect average practice and change more or less continuously. Engineers and historians focus more directly on the irregular advance of the margin of innovation.
25 The reconciliation of alternate perspectives naturally focuses attention on the circumstances of technological transition. We are interested in identifying influences at the micro level which account for the persistence of old technology, and hence a more continuous technological path at a macro level. Why does average practice lag behind the margin of best practice? Why do old technologies persist as long as they do?
26 The standard economic explanation for technological persistence tends to emphasize cheap labour and a high interest rate since newer technologies tend to be more capital-intensive and their introduction requires new investment.36 The movement of charcoal smelting from Quebec to Ontario does not lend support to a monocausal explanation rooted in relative factor prices inasmuch as the capital/labour price ratio cannot have differed greatly between Quebec and Ontario.37 Rather, the story outlined in this paper confirms the value of a more sophisticated model encompassing influences such as market size and subtle variations in the quality of material resources, as well as relative factor prices.
I am grateful to the Social Sciences and Humanities Research Council of Canada for financial support of the research on which this paper is based, to David McDougall for many helpful discussions, and to the anonymous referees of this journal for helpful comments.