Articles
Technology and Textile Mill Architecture in Canada
Abstract
Textile mills evolved as a distinct architectural type in the late eighteenth and early nineteenth centuries. To a large extent their long, narrow, high form was determined by the needs to distribute power by mechanical means from a central source and to provide good lighting for spinning and weaving.
Mills were susceptible to fire. To reduce the risk of fire British mill engineers developed the fireproof mill design in which flammable materials were replaced with cast iron and brick wherever possible. American engineers developed the slow-burning mill design in which heavy-timber construction, isolation of potential fires and efficient fire-fighting systems were designed to slow the spread of fire and allow effective fire fighting. When Canada's textile industry began to expand in the 1870s it adopted the slow-burning method of construction.
By the early twentieth century changes in power transmission systems and lighting systems had made the old mill form obsolete. New building materials had made both slow-burning and fireproof mill construction obsolete. However, economic conditions limited new building programs and many of the old mills remained in use until the second half of the twentieth century.
Résumé
Les filatures ont donné naissance à un type d'architecture distinct à la fin du XVIIIe et au début du XIXe siècle. La forme de ces hauts bâtiments étroits et longs était déterminée par la nécessité d'y distribuer la force motrice par des moyens mécaniques à partir d'une source centrale et d'assurer un bon éclairage pour le filage et le tissage.
Les risques d'incendie qui menaçaient constamment les filatures britanniques amenèrent les ingénieurs chargés d'en concevoir les plans à développer un modèle de filature à l'épreuve du feu, en remplaçant les matériaux inflammables par de la fonte et de la brique partout où cela était possible. Dans le même esprit, les ingénieurs américains mirent au point un modèle de filature aux matériaux peu combustibles à propos duquel l'ossature en gros madriers, l'isolation des sources possibles d'incendies et des systèmes efficaces pour les combattre concouraient à ralentir la propagation du feu et à faciliter le travail des pompiers. Quand l'industrie textile prit son essor au Canada dans les années 1870, on adopta la méthode des matériaux peu combustibles pour la construction des filatures.
Au début du XXe siècle, avec l'évolution des systèmes d'éclairage et de transmission de l'énergie, l'ancienne architecture des filatures n'avait plus sa raison d'être. L'utilisation de nouveaux matériaux de construction rendait le modèle de filature à l'épreuve du feu et le modèle aux matériaux peu combustibles complètement dépassés. Mais la situation économique ne se prêtait guère à l'érection de nouveaux bâtiments et beaucoup des anciennes filatures sont restées en service jusqu 'à la seconde moitié du XXe siècle.
1 During the last half of the nineteenth century the factory production of textiles emerged as a significant sector in the Canadian economy. The mills that housed the industry were among the more impressive industrial structures built in nineteenth-century Canada. A study of the mills will reveal much about nineteenth-century industrial architecture and the relationship between the technology used in an industry and the form and structure of the buildings housing the technology.
2 As a late entrant into the textile industry Canada borrowed most of its technology and the related architecture from earlier entrants, Britain and the United States. Consequently, this paper will begin by tracing the development of textile mill architecture in Britain and the United States in response to specific technical requirements. Then, using the Rosamond Woollen Company mill in Almonte and the Canada Cotton Company mill in Cornwall as principal examples, it will consider the development of mills in Canada between about 1850 and 1950.
3 In Great Britain textile mills emerged as an identifiable form in the last quarter of the eighteenth century. The typical mill was about 30 feet (9 m) wide, 100 feet (31 m) long and four to six storeys high with a gable roof and regular fenestration. Most mills had stone or brick load-bearing walls. Floors were boards laid on joists supported by large beams supported by wooden posts. Power was supplied by waterwheels and was transmitted to the machines by wooden shafting and gearing and belts.1
4 While the overall size of the mill was determined primarily by the capital and water-power available, the dimensions and form were attributable to the technical requirements of textile production. The length of the mill was limited by the weakness of wooden shafting. Cast-iron shafting, first introduced in the Albion flour mill, built in London, England, in 1783,2 was a marked improvement, but the need to transmit power mechanically from a central source remained a constraint on mill design until the twentieth century.
5 Within structural limitations, width was determined by the size of the machinery, particularly spinning mules, and by the need to have adequate light. Early mules were about 21 feet (6.4 m) long; as mules got larger, mills got wider. By 1909 a 1304-spindle mule measuring 127.5 feet (39 m) long was fitted into a mill 134.5 feet (41 m) wide.3
6 Spinning and weaving required good light. Natural light was preferred to artificial light on grounds of quality and safety. As mills got wider, window area increased as a proportion of total wall area. In the Quarry Bank mill (built 1784-1830 south of Manchester, England, and now a National Trust property) window area was roughly 20 per cent of the total wall area. In the Saltaire mill (built 1851-52 near Bradford, England), window area was about 34 per cent of wall area.4
7 Limitations on length and width encouraged multi-storey buildings. Four- to six-storey buildings were more economical to build than lower or higher buildings. They were compact and kept the power transmission system costs and energy losses to a minimum. They provided a maximum opportunity for light from side windows.
8 The dust, oily residues and static electricity resulting from textile production, combined with wooden structures, made textile mills susceptible to fire. Between 1792 and 1810 the British developed the "fireproof mill style in which the risk of fire was reduced by eliminating most of the flammable materials used in the construction of traditional mills. Wooden posts were replaced by cast-iron columns; wooden beams by cast-iron beams; and wooden joists and floorboards by shallow brick arches, sprung from the beams. The upper side of the arch was made level with sand, cinders or cement fill.5
 Display large image of Figure 1
Display large image of Figure 19 "Fireproof mills were not absolutely fire proof. A sufficiently hot fire in the contents of a fireproof mill could cause the cast-iron columns and beams to buckle and the entire structure to collapse. Improperly cast columns or beams also resulted in the collapse of mills in a few instances. Nevertheless, the fireproof mill generally lived up to its name and it became the model British mill. However, it was expensive to build, and traditional wooden mills, often with cast-iron columns and beams, but wooden floors, remained common in Britain into the late nineteenth century.6
10 The early British mills were spinning mills; after weaving became a factory industry during the 1820s, it was usually done in a separate mill building, the weave shed. Weave sheds were squarish, single-storey buildings with a sawtooth or north-light roof. The sawtooth roof gave a better light than could be had from side windows in wide buildings. Some weave sheds had basements that housed the shafting, thereby eliminating overhead shafting on the working floor. This was an advantage because shafting interfered with the lighting, was dirty and was a safety hazard. The single-storey weave sheds were also less subject to vibration than were multistorey mills. They were, however, more expensive to build.
11 The American textile industry developed at least a generation later than the British industry. The earliest American mills were adaptations of domestic architecture. The cotton mill built by Samuel Slater at Pawtucket Falls, Rhode Island, in 1793 and considered the first cotton mill in the United States was a small wood-frame structure with a post, beam, joist and floorboard system broadly similar to the structural system used in early British mills.
12 The American industry expanded rapidly in the years 1810-50 and developed its own techniques, machinery and mill structures. Although American mill engineers were familiar with the British fireproof style, they found it expensive to build. Wood was cheaper in America than it was in Britain, and Americans made prodigal use of wood to develop a fire-resistant type of structure called slow burning or mill construction.
13 Slow-burning construction was characterized by brick or stone load-bearing walls, external stair towers, heavy-timber internal construction with no joists, floors at least 4 inches (1.2 cm) thick, and the most advanced fire-fighting systems available. The goal of slow-burning construction was to build a mill, at moderate cost, that could withstand a fire long enough to allow an efficient fire-protection system to bring the fire under control. To achieve this, slow-burning construction put great emphasis on limiting the spread of fires and on using sufficiently large timbers that even after the outer surface of the timbers was deeply charred, the building would not collapse.
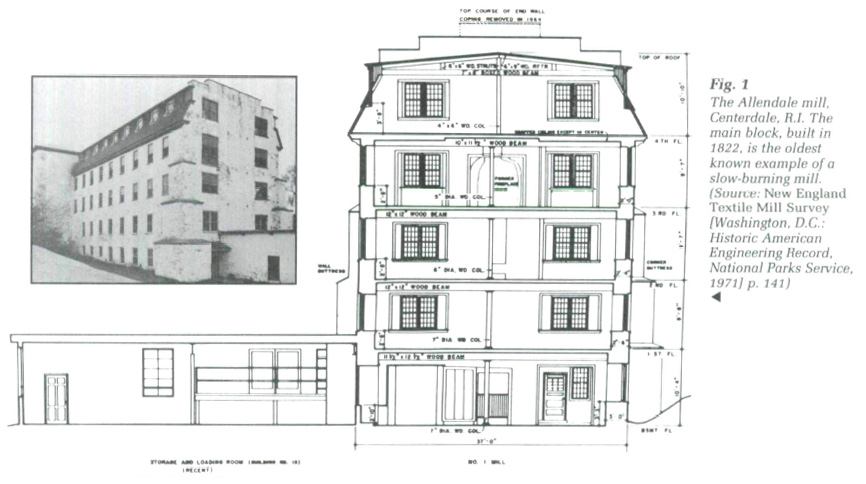
14 The oldest surviving example of a slow-burning mill is the Allendale mill built by Zaccariah Allen in Centerdale, Rhode Island. Built in 1822, the mill is a four-storey structure about 160 feet by 37 feet (49 x 11.3 m). The stone walls are load bearing; the internal structure consists of a single row of round wooden posts supporting 12 inches by 12 inches (30.5 x 30.5 cm) transverse wooden beams. The joists have been eliminated by the use of heavy plank flooring about 4 inches (10.2 cm) thick. The north wall of the mill is divided by a square external stair tower; the tower contained a water tank that fed a sprinkler system. The mill also had a force pump for fire fighting.7
15 Originally the Allendale mill had a gable roof with a clerestory monitor. The gable roof was later replaced by a mansard roof, which allowed more effective use of the top storey. The gable roof with a clerestory monitor and the mansard roof had a complex internal framing system, which, as it collected dust, was an invitation to fire. The framing also made fighting fires under the roof difficult. In the 1860s when various types of waterproof roofing became available, most clerestory monitor and mansard roofs were replaced with nearly flat roofs. The internal structure of the flat roof was a modified form of the mill floor.
16 While not as fire resistant as a British fireproof mill, the slow-burning mill was sufficiently fire resistant that fire insurance companies granted it much lower premiums than they granted traditional mills. The slow-burning style was also relatively cheap and easy to build and simple to modify. By the 1860s and 1870s it had become the standard American textile mill and was being introduced into Canada.
17 The Canadian textile industry developed in the latter half of the nineteenth century. The woollen industry became important in the 1850s and 1860s; the cotton industry did not emerge as a major industry until the late 1870s and 1880s.
18 In the first half of the nineteenth century the most common industrial structures in Canada were grist and sawmills. The early woollen mills were adaptations of the style used in grist mills. The Asselstine mill, which is now a part of Upper Canada Village, comes from this early tradition. The exact date of its construction is uncertain although it probably dates from the 1830s or 1840s. The mill is a simple rectangle, two and a half storeys high with a gable roof. The structure is post and beam on a stone foundation. The mill owes nothing to the development of the fireproof or slow-burning mill. However, by the 1860s the influence of American slow-burning design was beginning to be felt in Canada. One of the early mills in which this influence can be seen is the Rosamond mill at Almonte, Ontario.
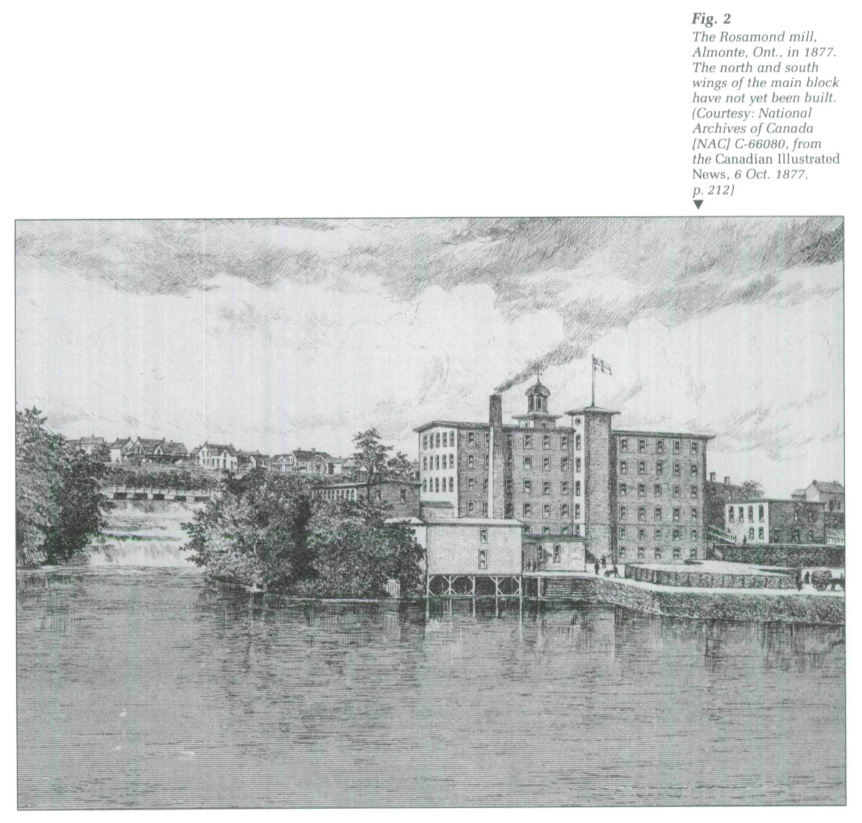
19 The Rosamond mill was built in several stages.8 In 1866-67 the original boiler house, dye house and the centre block were built. By 1869 the warehouse, a counting house and most of the present dye house had been built. About 1880 a seven-bay, four-storey addition was made to the south end of the centre block. An additional four bays were added to this extension between 1884 and 1902. A northern extension which linked the centre block and the dye house was built in increments over a period of almost 40 years.
20 From the outside the mill has the appearance of a slow-burning mill. The main block is a 57 feet by 155 feet (17.4 x 47.2 m) six-storey building with load-bearing stone walls. The windows, which occupy about 19 per cent of the wall area, are regularly spaced. The roof is a low gable with a rise of about one in ten. A stair tower on the east front rises two storeys above the mill; originally the tower was topped by a cupola and mill bell. Since at least 1884, it has contained a water tank which supplied the sprinkler system. A tower on the west side of the mill contains an elevator but this is a post-1950 conversion. The original mill had an open elevator shaft in the centre of the building. Originally the elevator tower contained toilets; it may also have housed a belt race.
21 The internal structure of the centre block is wood, post, beam, joists and floorboards. On the top three storeys one row of wooden posts about 9.5 inches (24 cm) in diameter support transverse beams, two 14 inch by 7 inch (36 x 18 cm) timbers bolted together. On the lower floors there are three rows of posts supporting similar beams. The beams support 2 inch by 10 inch (5 x 25 cm) plank joists, and sub-flooring and flooring, about 2.25 inches (5.6 cm) thick. The centre block has a number of features — the stair tower, which could be closed off from the main mill; the sprinkler system; the low gable roof; and load-bearing stone walls — which were characteristic of slow-burning construction. However, two key elements are clearly in the pre-slow-burning tradition. The use of joists and relatively light flooring would have resulted in an early collapse of the floors in any general fire, and the open elevator shaft would have allowed the fire to spread quickly from floor to floor, thereby cancelling any advantages gained by the closed stairwell tower.
 Display large image of Figure 2
Display large image of Figure 2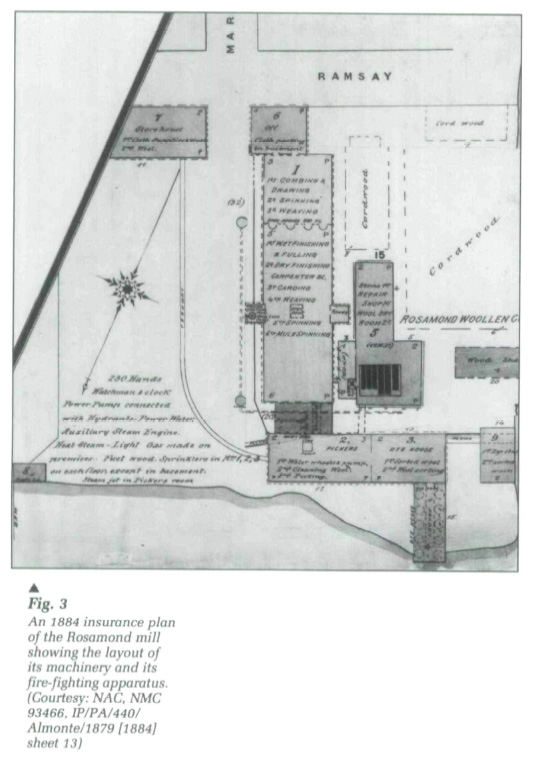 Display large image of Figure 3
Display large image of Figure 3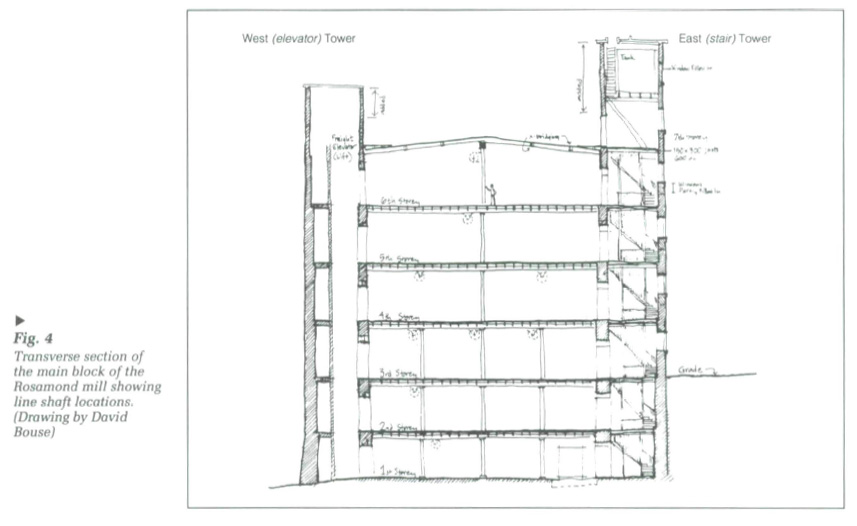 Display large image of Figure 4
Display large image of Figure 422 On the outside, the southern and northern additions blend well with the main block, but the interior shows an evolution of structural techniques. The southern extension is built in the slow-burning style. Two rows of round wooden posts support transverse double beams similar to those found in the centre block. Joists have been eliminated in favour of floors about 4.7 inches (12 cm) thick. The north extension incorporates some of the original dye house built in 1866 in the same manner as the centre block. It also contains some sections built in the mill construction style with heavy flooring and no joists. In some instances, metal "I" beams have been used in place of wooden beams. It is not clear whether the "I" beams are originals or replacements; by the early twentieth century it was not uncommon for mill architects to substitute "I" beams for wooden beams, which were becoming increasingly costly.
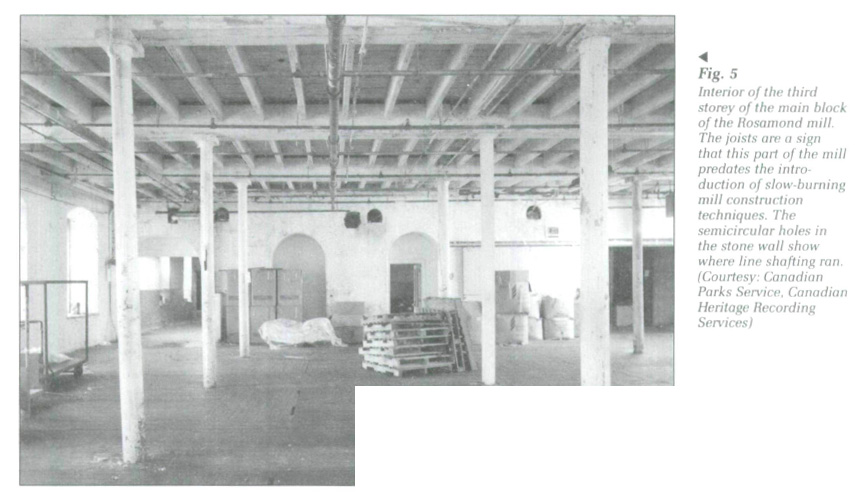 Display large image of Figure 5
Display large image of Figure 523 In 1877, the mill was powered by a combination of water and steam. The eastern end of the dye house contained a 136-horsepower Journal turbine and a 30-horsepower Lefell turbine; there was a 140-horsepower Goldie and McCullough engine in a separate engine house on the west side of the main mill.9 It is likely that a shaft ran directly from the turbine to the southern end of the main mill. There were one or more overhead line shafts on each floor. It is not clear how power was transmitted from floor to floor, but there is some evidence that the west tower was originally a belt tower.
24 The layout of the machinery in the plant was typical of most larger mills of the time; mules on the sixth storey, spinning frames on the fifth, looms on the fourth, cards on the third, dry finishing on the second and wet finishing and fulling on the ground. The upper three floors have much the best light in the mill and so were appropriate for spinning and weaving. The single rows of posts provided adequate space for mules and spinning frames, which were bulky but light. Looms were heavy and caused a lot of vibration; the fourth storey, supported by three rows of posts, was suited to them. The heavy cards were on the third storey. Dyeing was done in a separate building and finished cloth and raw wool were stored in separate buildings.
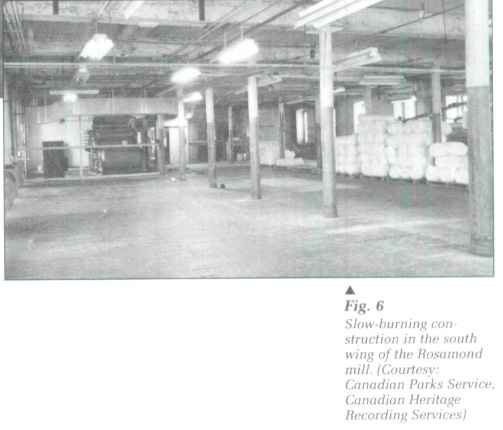 Display large image of Figure 6
Display large image of Figure 6 Display large image of Figure 7
Display large image of Figure 725 The Rosamond mill, begun in 1866, illustrates in one building the transition from the early mill construction technique to the slow-burning technique. The Canada Cotton Company Mill in Cornwall, established seven years later, is entirely in the slow-burning style.
26 The Canada mill is the earliest Canadian cotton mill to survive virtually intact. The original mill, No. 1, built in 1873, is a four-storey, 250 feet by 90 feet (76 x 27 m), brick building with an external stair tower and a flat roof. Originally the mill had a mansard roof. Mansards were popular in the 1860s and 1870s, but they were a fire hazard and many were replaced; the flat roof on the Canada mill was added before 1906.10
27 The No. 1 is 27.5 feet (8.4 m) wider than the Rosamond mill and to allow for adequate natural light the windows were made proportionately larger. They occupy 35 percent of the wall area compared with about 19 per cent in the Rosamond mill; the walls between the windows have been thickened into piers to provide the strength necessary to compensate for the increased window area. To aid diffusion of the light in the Canada mill, ceiling heights are about 15 feet (4.6 m), compared with 9.75 feet to 13 feet (3-4 m) in the Rosamond mill.
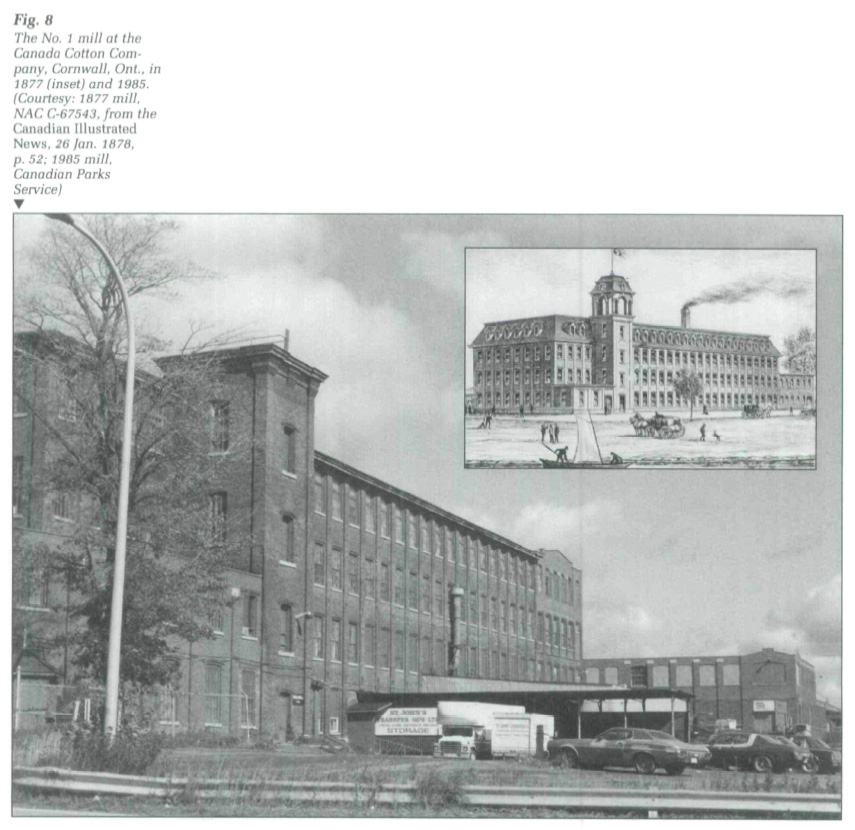 Display large image of Figure 8
Display large image of Figure 828 The No. 1 is built in the slow-burning style with wooden columns, timber beams and 4 inches (10 cm) of plank sub-flooring and flooring. There is a stair tower at the southwest corner of the mill; the toilet tower, which contained a 10,000-gallon (45,460-L) water tank for the sprinkler system, was located over the tail race near the northeast corner of the mill.
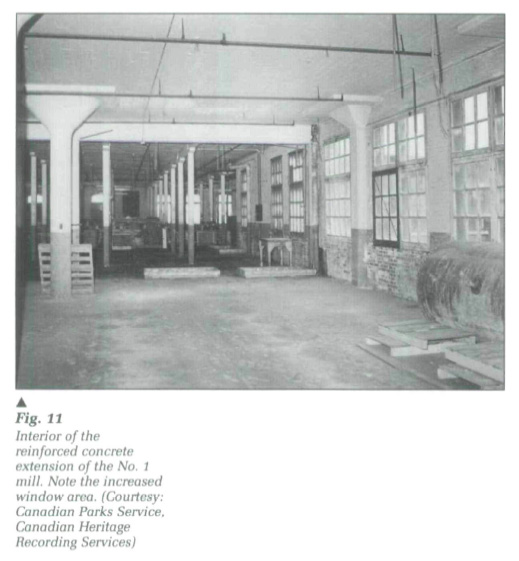
29 After 1939 a 65 foot by 51 foot (20 x 15.5 m) addition was made to the north end of the mill; it is of reinforced concrete with mushroom-cap columns and flat slabs. One of the advantages of reinforced concrete construction, wider spacing of columns, is evident in this addition. In the main mill the floor area is about 158 square feet (15 m2) per column; in the reinforced concrete addition the area per column is about 400 square feet (37 m2). The walls in the addition are not load bearing and the system of brick pier construction, used in the older part of the building, has been abandoned. The windows occupy approximately 44 per cent of the wall area in the reinforced concrete addition, compared with 35 per cent in the original part of the mill.
30 In 1882 the mill's capacity was increased to 720 looms and 40,000 spindles.11 The No. 1 mill was converted to a spinning mill. Weaving was done in a new weave shed, 550 by 120 feet (168 x 37 m); an extension in 1916 brought it to its present dimensions of 550 by 180 feet (168 x 55 m). The building was the first large weave shed to be built in Canada; even in the United States large weave sheds were a recent innovation.12
31 The weave shed is a single-storey building with a basement. The looms were on the ground floor; shafting, workshops and some storage were in the basement. The internal construction is slow burning similar to that in the No. 1 mill. Because there are no upper storeys to support, the column spacing is more generous, about 296 square feet (28 m2) per column compared with about 158 square feet (15 m2) in No. 1. In the basement, where the weight of the looms had to be supported, the columns are twice as numerous.
 Display large image of Figure 9
Display large image of Figure 9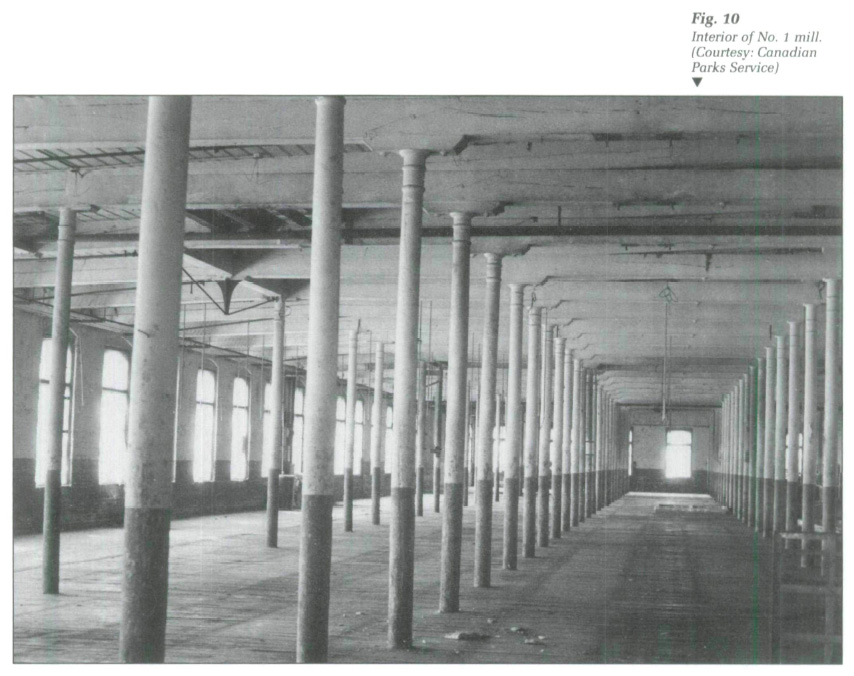
32 The walls are brick with large windows; however, the side windows were not expected to provide all of the light for the mill and it was provided with "extensive skylights." An 1885 advertisement and a 1916 insurance plan show a central longitudinal monitor. In Britain it is likely that a weave shed of a similar size would have had a sawtooth roof. Sawtooth roofs were not unknown in Canada, but they were subject to condensation, leakage, and rot and were not common.
33 The original mill was lit with gas as were most progressive mills in the 1870s. Although gas was a fire hazard it was preferred to the alternative, oil lamps. In 1879 Edison perfected an incandescent electric light, and it rapidly replaced gas as the preferred light source in mills. Electric lights were installed in the weave shed in February 1883; this installation was one of the first large-scale, indoor applications of incandescent electric lighting in Canada.13
34 From the 1870s until about the First World War slow-burning construction was the standard for large mills in Canada. The style did not change much over the years. Three-storey mills became more common and windows came to occupy an ever larger proportion of the wall area. In the Imperial Cotton Company mill, built in Hamilton in 1900, and the Mount Royal Cotton Company mill, built in Montréal in 1908, the windows occupied about 50 per cent of the wall area."14
35 The Mount Royal mill also illustrates another tendency; it has steel columns and beams although the flooring is plank in the standard slow-burning style.15 Many of the major mills built during the period 1905-22 adopted a similar system. Some earlier mills, for example the Dundas Cotton Company mill, built in Dundas, Ontario, in 1861, and the Penman Manufacturing Company knitting mill, built in Paris, Ontario, in 1874,16 had used some cast-iron columns, but because of their tendency to buckle in fires, they were not recommended in mill construction in North America.
 Display large image of Figure 11
Display large image of Figure 11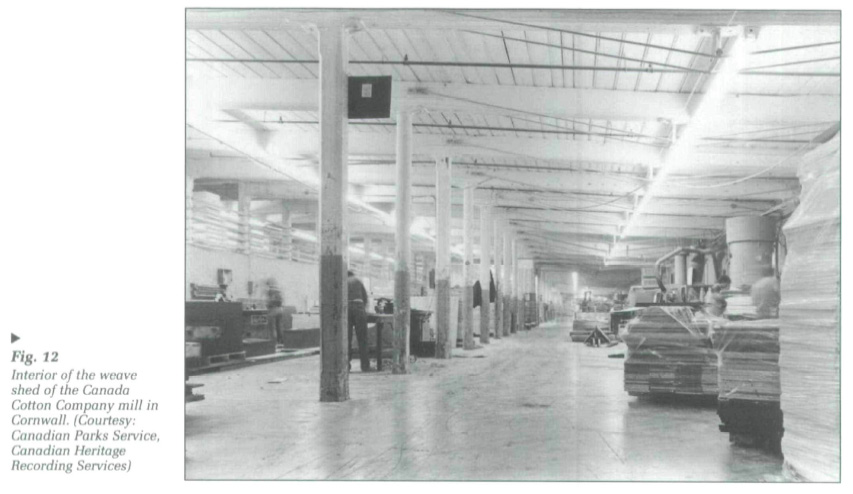 Display large image of Figure 12
Display large image of Figure 12 Display large image of Figure 13
Display large image of Figure 1336 The use of steel beams and posts was an economy measure; by 1908 good-quality timber was becoming increasingly expensive, and mill engineers were considering alternatives to the slow-burning method of construction. Structural steel was still too expensive for general use but reinforced concrete was a promising alternative. In Canada the first reinforced concrete buildings, other than grain elevators, were built in 1904. One was a small knitting mill, Eagle Spinning, built in Hamilton.17 It is still standing at King Street and Sanford Avenue in Hamilton.
37 The great advantage of reinforced concrete over slow-burning mills was that they were virtually fireproof. In addition, they were more durable, required less repair and were less subject to vibration than were slow-burning mills. Concrete also allowed wider spacing of columns and more flexible arrangement of machinery.18 One disadvantage was that it was difficult to fasten machinery and shafting to concrete surfaces or to alter the layout after the mill was built. As late as 1922 reinforced concrete mills were about 10 per cent more expensive to build than slow-burning mills;19 however, the difference would probably have been negated by lower insurance rates.
38 From 1905 to 1930 reinforced concrete construction was used for many small- and medium-sized textile mills as well as for storehouses and buildings where its fireproof qualities were especially useful. However, only two major mills were built of reinforced concrete: Shawinigan Cottons at Three Rivers (1910) and Mercury Mills in Hamilton (1916). Slow-burning construction remained cost competitive and by the mid-twenties structural steel was becoming competitive. Courtaulds (Canada) Ltd. rayon plant at Cornwall (1924) and Canadian Celanese's plant at Drummondville (1927) were built with structural steel frames and reinforced concrete floors and roofs.
39 The use of new structural techniques did not have an immediate effect on the form of textile mills. Mercury Mills, probably the most complete example of a reinforced concrete mill built in Canada, was similar in form to traditional mills—four times longer than it was wide, three storeys high, with a basement and central tower. The floors were flat slab concrete construction with flared or mushroom-cap concrete columns. The mill was heated by steam but was powered and lit by electricity and had extensive windows.20 Although the form of the Mercury mill was similar to a traditional mill, the visual impact was different. In traditional mills with load-bearing walls the alternating columns of brick piers and windows formed vertical bars. In the Mercury mill the walls were not load bearing and the windows formed continuous horizontal bands.
40 The Courtauld mill at Cornwall (built 1924-25) has even more of the appearance of traditional mill. Five storeys high, 575 feet by 75 feet (175 x 23 m) wide with two external stair towers, it has brick walls with the vertical windows that characterize most mills. The brick walls are not load bearing; they encase steel columns and the interior steel columns and beams are protected by concrete. The floors are reinforced concrete.
41 The traditional textile mill form, long, narrow, multistorey, with many windows, had been determined largely by considerations of cost, the limitations of a mechanical power transmission system and the availability of natural light. By the 1920s these considerations had become less compelling. Multi-storey buildings were still cheaper to build than single-storey ones, but electric light had reduced, if not eliminated, the need for windows. Electric power was rapidly making the mechanical power transmission system, using shafts, belts and pulleys, obsolete.
42 Electricity was first used to drive the machinery in a cotton mill in Columbia, South Carolina, in 1894.21 Montreal Cottons at Valleyfield installed some electric motors in 1897, and in 1898 electric drive was installed in Dominion Cotton Mills Company's Hochelaga and St. Anne plants in Montréal. At the Hochelaga mill two towers were built beside the mill and large electric motors of from 150 to 300 horsepower were mounted in each storey of the towers. Each motor utilized the existing line shafting to drive the machinery on a single floor of the mill.22
43 The initial advantage of the large group drive installed in the Hochelaga and St. Anne mills was that it substituted hydro-electric power for more expensive thermal power. Group drive also allowed selected departments to remain in operation while others were shut down without keeping the entire power plant in operation. It eliminated the main belt drive and some of the long shaft drives connecting different departments, but it left all of the secondary shafting and belting in place.23
44 By the 1920s smaller motors were available to drive individual machines or small groups of machines, and it became possible to eliminate virtually all of the overhead shafting and belts. The belts and shafts had been a safety hazard; they were dirty and interfered with lighting and they consumed, through friction, up to 30 per cent of the total power developed.24 Most importantly, from the point of view of mill design, individual drive allowed increased flexibility in machinery layout. Equipment could be located according to the needs of efficient product flow rather than in response to the demands of the line shaft. If product flow required a single-storey mill rather than the traditional multistorey arrangement, then it could be accommodated by electric drive with little loss in the efficiency of the power transmission system.
45 Air conditioning was a third factor which led to changes in mill design. Air conditioning in nineteenth-century mills was crude. Most mills were steam heated and the humidity was increased by releasing steam directly into the rooms. By the beginning of the twentieth century more efficient and precise air-conditioning systems were required. However, the traditional mill, with its extensive window area, was a difficult building to maintain at a constant temperature and humidity. Given that the windows were no longer necessary for lighting, a windowless, single-storey mill became a viable alternative to the traditional mill.
46 Although this paper will not describe in detail the development of the modern textile mill, a brief account of its history will serve as a denouement for the story of the traditional mill. The "first completely windowless plant with a flat insulated roof...and controlled conditions as to heat and humidity" in North America was built in 1930 for the Simonds Saw and Steel Company of Fitchburg, Massachusetts. Although the plant was a technical success, it was not widely copied until after the Second World War.25 In Canada, Wabasso built a large (1000 x 200 feet; 305 x 61 m), single-storey mill at Grand-Mère, Quebec, in 1944. Although not windowless, its few windows were primarily for the convenience of the occupants rather than for lighting the work-place. The building had a standard mill roof on steel columns and brick walls.26 Service areas were in a narrow strip down one side of the working area. Raw cotton was received at one end of the building, passed in a straight line through a picker room, card room, spinning room and weave room, to emerge as finished cloth at the other end of the building. In 1945 Associated Textiles built a windowless, air-conditioned, single-storey, weave shed with a slab concrete roof on steel supports at Louiseville, Quebec.27 The two mills set the style for virtually all new construction after the Second World War.
47 The adoption of the single-storey, windowless, air-conditioned mill marked a radical departure in what had been an evolutionary development of textile mill design. In the late eighteenth century the pioneers in the industrialization of the textile industry developed a new form of industrial building. The new mills had to house an unprecedented number of large, powered machines. The mills also had to be sufficiently compact and sturdy that the machinery could be driven by a single power source using a primitive and inefficient mechanical power transmission system. Finally, they had to have good natural light. The solution to the multiple requirements of large yet compact buildings with good lighting was a long, relatively narrow, multistorey building with many windows.
48 The first textile mills of the new style were built using traditional materials in a traditional manner: stone, brick or wood load-bearing walls with an internal structure of wooden posts, beams, joists and light flooring. The mills were susceptible to fire and by the early nineteenth century British and American mill architects had developed variations in the structure of the mills that reduced the risk of fire. British architects dealt with the problem by eliminating most of the inflammable structural materials in a mill. Wooden posts were replaced with cast-iron columns, wooden beams with cast-iron beams, and wooden joists and flooring with brick arches sprung from the beams. The load-bearing walls were of brick or stone. In general these "fireproof" mills were a success and they served as the model of a first-class British mill throughout the nineteenth century.
49 American mill architects took a different approach to fireproofing mills. They combined load-bearing stone or brick walls with heavy-timber construction in the interior. Heavy-timber construction was intended to give fire a limited surface area to burn and to prevent the early collapse of a building during a fire so that employees could escape and fight the fire. Architects also attempted to prevent the spread of fires by dividing mills into compartments where fires could be isolated and fought. Stairways and elevators were placed in external towers so as to prevent the spread of fires from one storey to another. American mill architects also installed the best fire-fighting equipment available. The American "slow-burning" design provided substantial improvements in fire protection at a moderate cost.
50 The Canadian textile industry first became an important business in the 1860s. The first mills were built using local styles and structural techniques but the more progressive manufacturers soon adopted the American slow-burning style. The original Rosamond woollen mill in Almonte illustrates this progression. The main block of the mill, built in 1866, uses traditional structural techniques within a textile mill form, but the later additions to the mill, dating from the late 1870s through 1900, use the slow-burning, structural techniques developed in the United States. The Canada Cotton Company mill, built in Cornwall in 1874, is entirely in the slow-burning style. From the 1870s to about 1910 most Canadian textile mills, as well as many other light industry mills, were in the slow-burning style.
51 Although both the "fireproof" and the "slow-burning" mill design involved substantial structural changes to the traditional textile mill design, they had little effect on its basic form, which remained long, narrow and high. The form had been a successful response to early textile technology, but in the late nineteenth and early twentieth century several technological developments rendered it obsolete. The development of electric light reduced the need for large numbers of windows at the same time as the development of air-conditioning systems made large numbers of windows a problem rather than an advantage. The development of electric power transmission and small electric motors that could drive individual machines eliminated mechanical power transmission systems. All of these changes made a single-storey, windowless, air-conditioned mill, in which machinery layout would be much more flexible and production conditions more closely controlled than in a long, narrow, multistorey mill, a possibility by the 1920s.
52 At the same time as the traditional mill form was becoming obsolete, the slow-burning structure also faced obsolescence. By the early twentieth century the large timbers required for slow-burning construction were becoming difficult to obtain and correspondingly expensive. Mill architects began to experiment with reinforced concrete and structural steel construction. Although a number of reinforced concrete and a few structural steel and concrete mills were built using the traditional mill style, the depression in the textile industry, which lasted from the 1920s to the Second World War, prevented any general replacement of the older slow-burning structures. At the end of the war new structural techniques, structural steel and concrete were combined with a new form, single-storey, windowless and air conditioned, to create a new style of mill.
53 The result has transformed the industrial districts of Canadian cities. Industry has moved to the suburbs where low, windowless factories and warehouses dominate the landscape; the traditional mill style, and many of the traditional downtown sites, have been completely abandoned to new construction. A few of the large traditional-style mills such as the Dominion Textiles mill in Magog, Quebec, and the Pacific Steel mill in Sherbrooke, Quebec, are still in use. Some, such as the Canada mill at Cornwall and the Hawthorne mill at Carleton Place, have been converted to storage or light industry. A few, including the Alexander Gibson mill at Marysville, New Brunswick, the Paton Manufacturing Company mill at Sherbrooke and the Rosamond mill at Almonte have been converted to condominiums, apartments or offices. Many, such as the St. Anne, Hochelaga and Colonial Bleaching and Printing Company mills in Montréal, the Montreal Cotton Company mill in Valleyfield, and the Ontario, Hamilton, and Mercury mills in Hamilton, have been demolished.
I wish to thank Arnold Roos, Canadian Parks Service, for reading and commenting on the manuscript.