Articles
Factors Affecting Attribution:
The Burlington Glass Works*
L'exploitation tardive de l'industrie du verre au Canada, l'influence des verriers étrangers et l'avènement de la technologie ont empêché l'instauration d'une tradition purement canadienne. Une étude consacrée à l'utilisation des débris de verre (calcin) et des moules à verre, notamment à la verrerie Burlington, montre à quel point les fabriques canadiennes se sont inspirées des motifs et procédés américains.
1 Glass manufacturing in Canada should be placed in its proper perspective; the industry did not spring up overnight nor did it operate in a vacuum. Certainly the many early attempts at making glass in this country aimed to replace, on the Canadian market, much of the glass traditionally imported from Great Britain, Belgium, France, and other European countries as well as the flood of tablewares and lamp goods from the United States.
2 The earliest Ontario glass factory, at Mallorytown, was financed by a local businessman and operated in late 1839-early 1840. The few authenticated pieces of glass produced at the factory are obviously in the "South Jersey" tradition.1 Shortly before this period many workmen from South Jersey had migrated to northern New York State. The possibility that this migration continued into Canada may explain why the products of this small Ontario factory so closely resemble the products of the Redwood, N.Y., factories located just across the St. Lawrence River.
3 This example of the migration of workmen and their techniques illustrates how glassmaking influences were transported from country to country: if a glasshouse imported workmen from Italy, glass was produced in the Italian tradition; if the glassblowers came from England, they brought with them the English tradition. Because of the late blooming of the Canadian industry and the introduction of semi-automatic and automatic machinery in the last quarter of the nineteenth century, a distinctive Canadian tradition in glass did not evolve. Rather the Canadian industry borrowed from other countries.
4 Prior to 1864 the majority of tablewares were made according to the Ravenscroft lead glass formula which had come into general use in England ca. 1675.2 Glass which was made by using lead as the flux was far too costly for most people and the majority of the wares made by this process were intended to grace the tables of the wealthy. In 1864 the invention of the Leighton sand and soda formula3 meant that good, clear glass became available for the first time at prices which the average person could afford. The Leighton formula, combined with the earlier introduction, in 1827, of the mould-pressing method,4 brought the new glass tablewares within easy reach of the majority of people in North America.
5 For some time the large American factories had the Canadian market to themselves. Any attempt to begin Canadian production of these articles had to contend not only with strong American competition in the market place but also with the price-cutting tactics of American glass plants. These tactics led to the bankruptcy of at least one of the early owners of the Burlington Glass Works.5 After 1879 the Conservative government, as part of its National Policy, introduced tariffs to protect home industries. For the first time the Canadian glass industry had sufficient protection in its home market to undertake the necessary investment for manufacturing the new pressed table-wares on a large scale.
6 Prior to 1910 at least thirty-one glass factories operated in Canada, distributed as follows: Quebec - twelve, Ontario -eleven, Nova Scotia - three, New Brunswick - two, and one each in Alberta, Manitoba, and British Columbia. While the majority of these factories produced bottles and containers, there were several which combined bottle production with tablewares.6 In attempting to establish the wares produced by individual Canadian glasshouses of the 1870-1900 period, only four major sources of information are available: verbal accounts from former employees or from the descendants of former employees, printed catalogues describing the production of the plant, primary sources such as local newspapers or trade journals, and archaeological excavation of the site. The problem of attributing specific wares, patterns, and techniques to specific glass factories will be examined with reference to the Burlington Glass Works, which operated in Hamilton, Ontario, 1874-97, and will centre on the use and sources of waste glass (cullet) and pressed glass moulds.
7 Extensive research on the Burlington Works began in the 1960s, seventy-five years after the factory had closed and long past the point of obtaining verbal accounts of any accuracy. The factory buildings had been torn down at least fifty years before and the site levelled to make a children's playground. A few people came forward to offer suggestions during the 1969 dig but little information was received that could be cross-checked and this verbal advice was of little use.
8 The few known catalogues published by Canadian glasshouses all date after 1900 while the Burlington factory ceased operations in 1897. However, the existing catalogues do provide a source of cross-referencing some of the materials found at the Burlington Works7 since after the plant closed its moulds were dispersed to other factories in Canada. Pressed glass moulds were very expensive to make and on-site evidence' indicates that the Burlington company had acquired moulds from the Nova Scotia Glass Company after the latter closed in 1892.
9 Local Hamilton newspapers were of little use in determining the company's tableware. The papers dealt chiefly with the factory's fortunes in light of intense American competition. Large American companies constantly threatened the future of the Burlington factory by undercutting its prices in the local market. Newspaper interest in the factory declined after 1879 and the advent of the National Policy. It could be that with the departure of manager William Godkin Beach for the Nova Scotia Glass Company in 1881 the newspapers no longer had a ready source of information on the plant. Beach, who was the manager of the Burlington Glass Works from 1878 to 1881, had been active in the Canadian Manufacturers' Association for many years as a strong advocate of higher tariffs to protect the Canadian glass industry.
10 Archaeological excavations under the auspices of the Royal Ontario Museum have been carried out at the Burlington Glass Works site since 1966.8 An extensive re-examination of the site in 1969 discovered many new products. An analysis of the materials recovered at that time raises the problem of the numbers of sherds of an identifiable pattern or container considered necessary to identify conclusively the products of the old Burlington factory.
11 The question of the numbers of sherds required to establish the source of production for any given glass article is an extremely complicated one and requires an examination of the manufacturing procedures used at the factory in question. It is further complicated by the fact that prominent glass authorities in the United States have insisted that a certain quantity of sherds of specific pressed glass patterns must be found on a given site in order to attribute those patterns to the factory in question.9 These writers also suggest that, because so few sherds were recovered in certain specific patterns, the sherds could have been transported to the site from other glasshouses for use as cullet.
12 Cullet is waste glass which is added to the basic raw materials of sand and flux (soda or lead) and other materials in order to accelerate the melting of the glass. Glass that has already been melted once melts more rapidly than the raw materials and therefore the addition of sufficient cullet speeds up the melting process. Cullet is not necessary to make glass since the raw materials themselves will melt or fuse and form glass, but that process will take a much longer time without the addition of cullet. The possibility of purchasing cullet from one factory for use in another is of such importance to establishing attribution that it must be explored in depth.
13 A discussion of the use and sources of cullet in a glass-house can begin on the basis of the following statement: every glasshouse, no matter what its product, produces not only finished wares which ultimately find their way into the hands of consumers, but also, as a by-product of the operation, waste or broken glass (cullet). No factory, no matter how automated, can avoid the production of waste glass, that is, glass which has not been turned into finished goods and shipped from the factory, but has been carefully collected and returned to the pot or tank furnace in each new batch of glass.
14 Since the Burlington Glass Works was a nineteenth-century glasshouse, it is appropriate to examine the sources of waste glass or cullet within a factory of that period. Both hand-blowing and hand-pressing operations depended on the hand gathering of the glass from the melting pots. Whether the finished article had been pressed or blown, the glass adhering to the blowpipe or gathering iron was knocked off and eventually returned to the pots for making either green glass or bottle glass. Any factory engaged in making better grades of glass would have sold this type of cullet to other glasshouses unless it had its own bottle-making operation. Since bottles were made at the Burlington factory from the beginning there was a ready-made use for these "blacks" or "knock-offs" from the blow pipes or gathering irons.
15 Any glass found on an abandoned glass factory site represents a loss in actual dollars to the factory which once operated there. Raw materials were expensive and added to that were the costs of fuel to melt the glass and the wages paid to the workmen. Unless the waste glass found during excavation is of such extremely poor quality that it could not have been re-introduced into succeeding batches, or unless, as rarely happened, the whole batch of glass had proven to be of poor quality, waste glass recovered from the site represents direct loss of profits to the original owners. It was, therefore, imperative that any factory making better quality glass either had a bottle production unit to use up its waste glass, or else was obliged to sell the waste to other factories engaged in producing cheaper grades of glass.
16 Breakage was an unavoidable aspect of the manufacture of material as fragile as glass. Any glass sheared away during the manipulation of the material became cullet; any breakage occurring when the finished article was passed from the master workman to the carry-in boys again produced cullet. Breakage also occurred if the heat was too high or too low in the annealing ovens where the glass was tempered. The annealing operation was one of the most crucial manufacturing phases; even a shift in the wind could force a draft back down the chimney of the furnace heating the oven and cause untold loss of wares. The packing and decorating rooms also contributed their share of cullet by the simple act of handling the glass as it came out of the annealing ovens. Some glass would have been rejected by the selectors in the packing room as unfit for shipment and these rejected pieces would have been thrown into wooden boxes and returned to the melting floor for later re-introduction into the melting pots. Even after the glass had been selected and packed for shipment, more breakage would have occurred in the storage sheds and on the loading docks. In effect, every department in the factory contributed to the accumulation of cullet and it was an important factor in the efficient and profitable operation of the plant.
17 In re-using the cullet the greatest care had to be taken in sorting and washing the broken glass before adding it to the raw batch materials. Only in the production of coarse glass for bottles and other cheaper wares such as insulators was this process unimportant; neither the colour nor the quality of the glass mattered as long as the resultant molten glass would adhere to the gathering irons and blowpipes. In the manufacture of tablewares and other quality items, however, where the colour and brilliance of the glass were of paramount importance, the greatest possible care had to be taken in sorting and selecting the cullet. Apsley Pellatt, a British glass manufacturer writing in 1849, emphasized that the building used for washing and sorting cullet was one of the most essential amongst the four or five major buildings required for a glass factory.10 He estimated that as much as fifty percent of the melted material ended up as cullet to be re-melted in later batches, while approximately ten percent of each melt was "lost" glass, never to be re-used. Pellatt explained that
A 1968 publication indicates that the careful selection of cullet is still essential:
18 Bearing in mind the sources of cullet within any given glasshouse and the care which had to be exercised in the sorting of cullet, it is very unlikely that cullet from another factory was used by the Burlington Works in the manufacture of the better grades of tablewares and lighting goods. The factory would have produced sufficient glass to supply the cullet for its own better grades of glass as well as for the bottle and druggist ware production. Not one advertisement appeared in the local Hamilton newspapers from 1870 to the closing of the factory in 1897 for the purchase of broken glass from the general public. If the Burlington Works had been obliged to purchase cullet for the bottle operation, a remote possibility, it seems reasonable that such cullet would have been bought from the Hamilton Glass Works, only three city blocks away, rather than from major American glass companies located hundreds of miles away in New England or Ohio.
19 Let us assume that cullet was purchased from a source in the United States for use at the Burlington factory. Such cullet would have been shipped to the plant in barrels and transported directly to the melting floor. Had the company been in such dire need of imported cullet, every scrap of this material would have been carefully guarded to make certain that none was lost. Having paid good money for the cullet together with freight and other handling charges, the factory would have ensured that this cullet found its way into the melting pots. If this hypothetical importation of cullet was no sorely needed at the plant, it is obvious that the chances of finding remnants of it on the site are remote.
20 However, it is important to understand that such cullet would have been purchased elsewhere only for the bottle operation. Any factory that was engaged in the manufacture of the highest quality glass for tablewares and lighting goods could not take the chance of mixing glass from another factory with its own formula of raw materials. Since the Burlington plant is known to have produced better grades of glass together with a small bottle operation from the beginning, it is highly unlikely it was ever forced to import cullet for its production of bottles.
21 The foregoing discussion of the source and use of cullet at nineteenth-century glasshouses and at the Burlington Glass Works in particular leads back to the question of the numbers of sherds necessary to identify products of any given glass-house. It has been stated that a certain quantity of sherds has to be recovered before a given pressed glass pattern or other product can be attributed to a factory. If the factory is known to have imported cullet, however, it is possible that so much was brought in that even large numbers of sherds recovered at the site represent nothing more than the remnants of the original imports to that site. In effect the numbers of sherds recovered from a glass site mean nothing in themselves; all the evidence must be considered. If newspapers and other primary source materials indicate that the factory carried on an extensive and exclusive bottle operation, and if excavation discovers large numbers of pressed glass sherds, it must be concluded that the factory used cullet purchased from other factories or suppliers of cullet. If documentary evidence reveals that the factory made pressed glass tablewares, it is logical to conclude that the sherds of pressed glasswares found during excavations came from the firm's own production.
22 In the case of the Burlington Glass Works there is no evidence to indicate that cullet from other factories was ever used there. Therefore, it is reasonable to assume that sherds which are recovered from the site and which represent items in vogue during the period that the factory was in business are evidence of the products of the Burlington factory, no matter how many or how few sherds are found.
23 Many of the products which have been attributed to the Burlington works have also been identified as the products of some of the major tableware producers in the United States. The explanation for this lies in a discussion of the source and availability of moulds used in making pressed glass. Pressed glass moulds were very expensive items to produce; for example, a single mould for the production of a covered comport could cost several hundred dollars. Although some Canadian glass factories advertised that they made moulds for special orders, they were probably referring to the manufacture of bottle moulds made from prepared blanks. As not one single glass mould foundry is known to have operated in this country, the moulds used by glasshouses here must have been acquired from foreign sources. While it is possible that some could have come from Europe, the vast majority of the tableware moulds appear to have been imported from the United States.
24 Modern bottle moulds will produce an average of 7,500 gross or approximately one million bottles before they become too worn and are discarded. It must be remembered that modern bottles have to meet very rigid measurement specifications both as to capacity and in the overall dimensions of the item. The slightest variation in the outside dimension of the item interferes with the automatic filling machines which are used today. As bottles were filled by hand in the nineteenth century, a slight variation in the capacity of the bottle mattered little and the outside measurements not at all.
25 Assuming that pressed glass moulds built to today's rigid bottle specifications would have at least the same productive life as a modern bottle mould, a rough estimate can be made of the number of items which could be produced from the pressed glass moulds of 1870-1900. Assuming also that the old moulds were only half as good or, to put it another way, would produce only half as many items as their modern bottle counterparts, they would still produce as many as 500,000 individual items before wearing out. This estimate of the productive life of old moulds is a conservative one considering that the metals used in glass mould making have changed little through the years.
26 A good example of the life of pressed glass moulds is provided by the "Moon and Star" pattern which has been traced from ca. 1874 to 1937.13 There were at least three different owners of the original moulds and the pattern was produced, though not continuously, for almost sixty years. In one case the moulds had moved from one factory to another in payment of a debt, illustrating the monetary value of these items within the trade.
27 It is possible that once a company had saturated its own market with a specific design of tableware nothing further was to be gained by continuing to produce that particular pattern. Given the high cost of the moulds, it would be in the company's best interest to sell them for as much as possible. As scrap metal has always had relatively little monetary value, used moulds would bring a much higher return on the original investment if they could be sold to glasshouses rather than to scrap metal dealers. Additionally, during the late 1880s and the 1890s pattern glass was extremely popular and new patterns were constantly being introduced to catch the fancy of the buying public. Those patterns which did not sell well were almost immediately taken out of production and the glass companies would have been looking for buyers for their discarded or excess moulds.
28 The Burlington factory had a very small mould shop operation which apparently repaired and cleaned moulds but had no capacity to manufacture them.14 If the Burlington Glass Works had been making its own moulds, it would also have had a metal-casting operation or foundry associated with the mould shop and there is no evidence of this. The Burlington company did not begin producing tablewares until after 1880 and possibly as late as 1885. Since the factory closed in 1897 the argument for Burlington's use of moulds from other factories or mould shops is strengthened considerably by the dozens of patterns which it produced in that relatively short period of time. Some of the moulds of the Nova Scotia Glass Company must have been transferred to the Burlington plant but the vast majority of the moulds probably came from factories in the United States.
29 In 1891 eighteen major American producers of tablewares amalgamated to form the United States Glass Company.15 The new company, which controlled almost the entire output of tablewares in the United States, continued to produce some of the patterns that its predecessor companies had made prior to amalgamation but many others were discontinued. Interestingly enough, some of these discontinued lines were made at the Burlington works. In 1896, after a three-year strike, the United States Glass Company was able to operate only six of the original eighteen plants; by 1966 only one small plant, located in Tiffin, Ohio, remained.
30 The 1891 amalgamation of the pressed ware plants in the United States would have led to the release of many moulds for pressed tablewares and it is possible that the Burlington Glass Works could have purchased some of the excess moulds. It is even remotely possible that the Burlington plant produced table-wares for the American market from moulds supplied by the company during the disastrous three-year strike. Unfortunately, by the time that a possible connection between the United States Glass Company and the Burlington company became apparent, the Tiffin, Ohio, plant had been sold and the tons of records stored there destroyed.
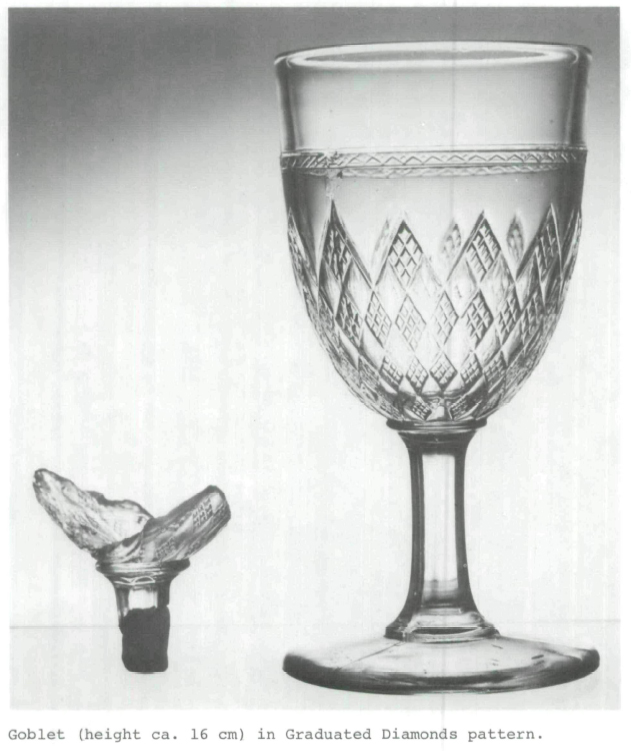
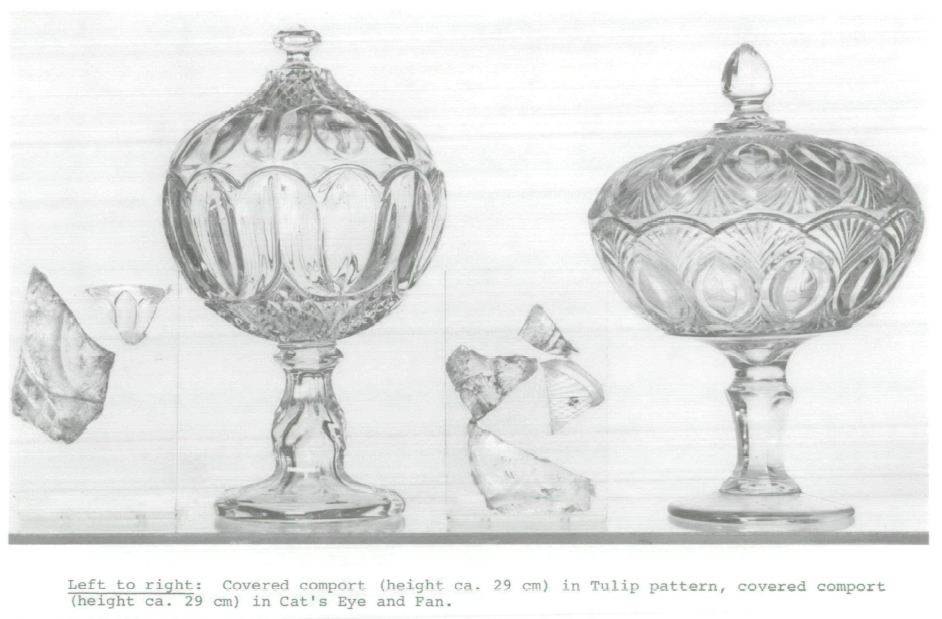
31 There is evidence of a few Canadian-made patterns of tableware and kerosene lamps which have not been attributed to American glasshouses. However, the foregoing discussion and the archaeological evidence itself, as indicated in the illustrations, leads to the conclusion that the overwhelming number of products manufactured at the Burlington Glass Works had their stylistic and technical origins in the United States.
ILLUSTRATIONS
32 Glass patterns are as identified in the standard American works, for example, Ruth Webb Lee, Early American Pressed Glass (Wellesley Hills, Mass.: Lee Publications, 1931) and Alice Hulett Metz, Early American Pattern Glass (Published by the author, Chicago, Ill., 1963). The glass artifacts shown are from a private collection; the sherds, which are still in the cataloguing process, are the property of the Royal Ontario Museum. All photographs are courtesy of the Royal Ontario Museum.
 Display large image of Figure 2
Display large image of Figure 2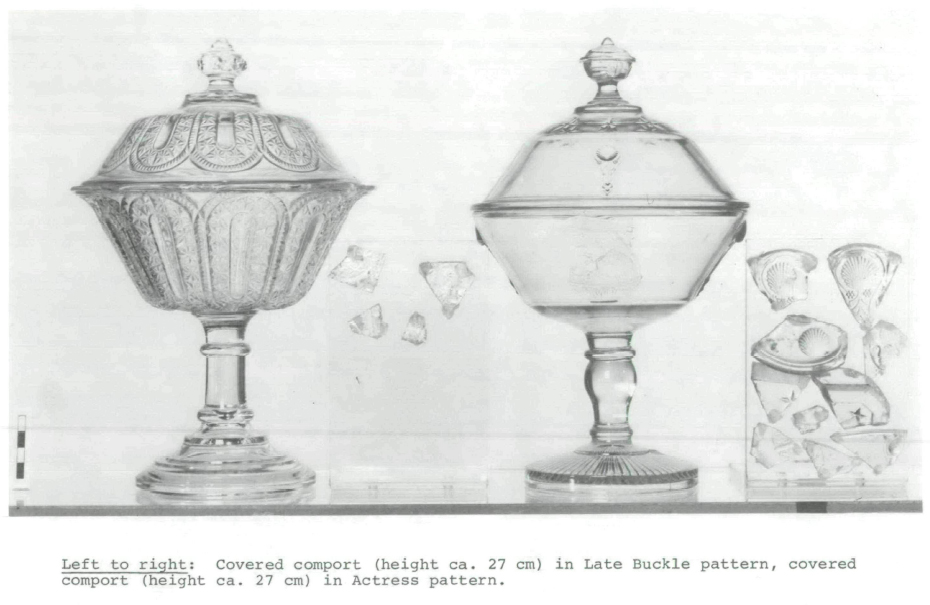 Display large image of Figure 3
Display large image of Figure 3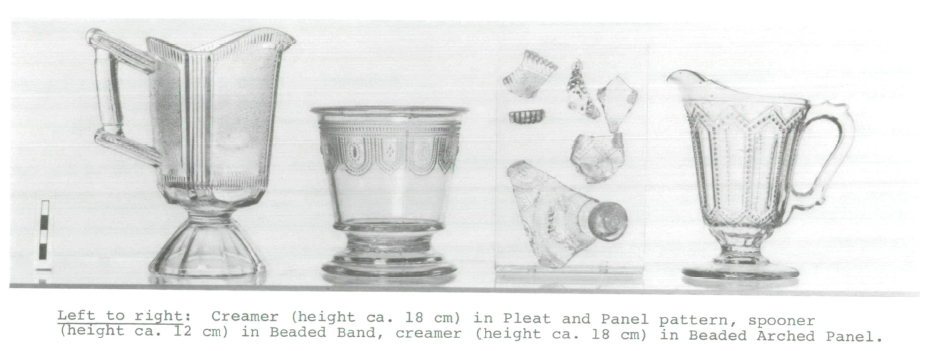 Display large image of Figure 4
Display large image of Figure 4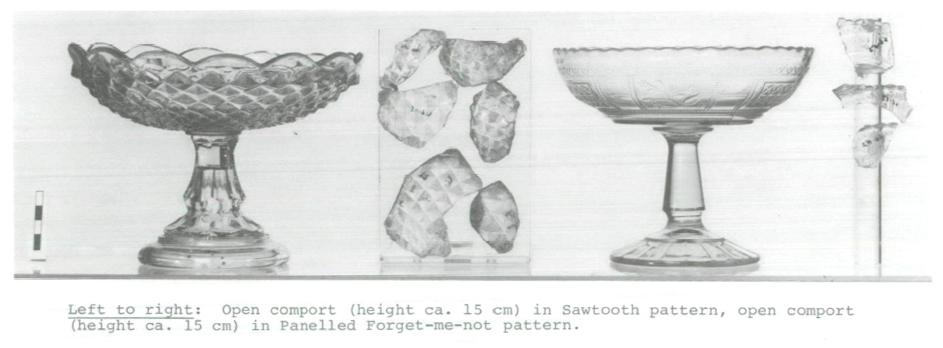 Display large image of Figure 5
Display large image of Figure 5 Display large image of Figure 6
Display large image of Figure 6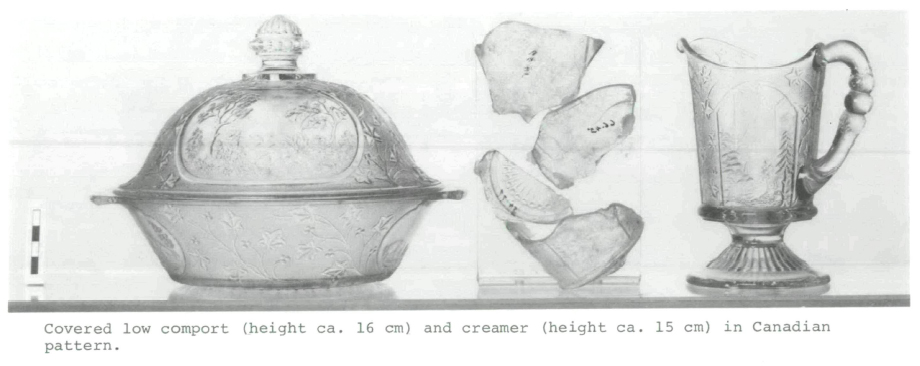 Display large image of Figure 7
Display large image of Figure 7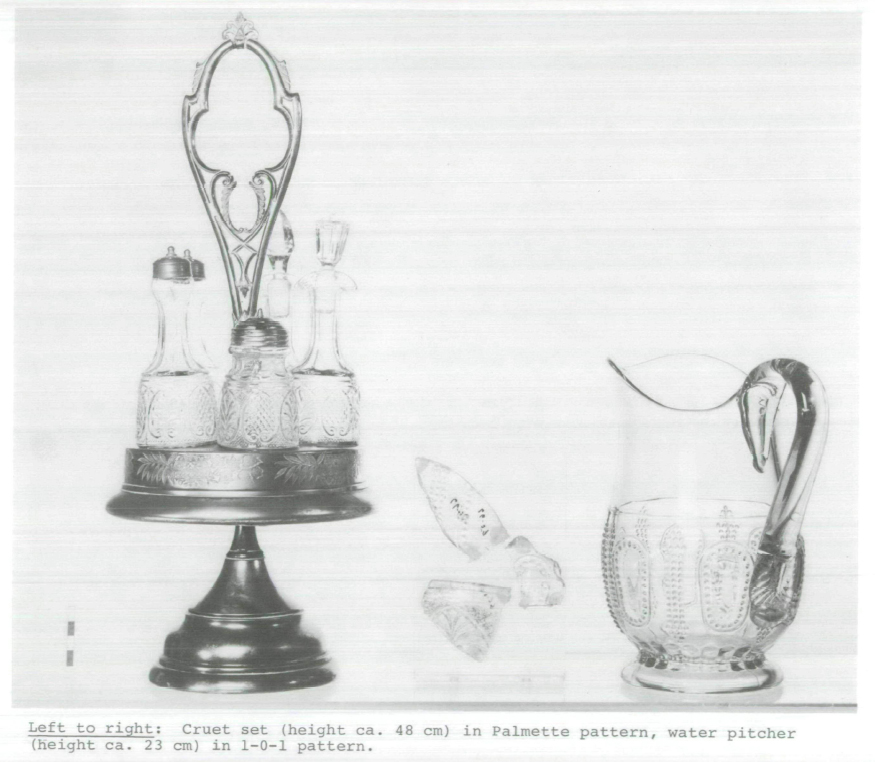 Display large image of Figure 8
Display large image of Figure 8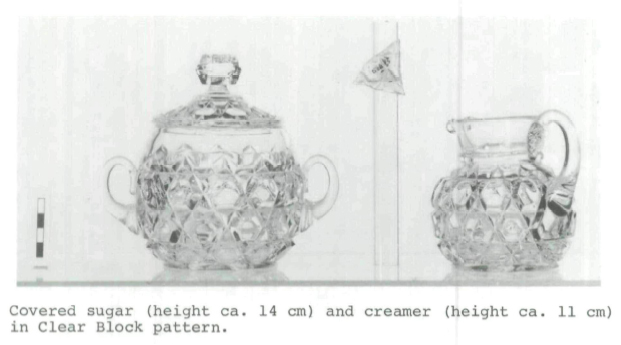 Display large image of Figure 9
Display large image of Figure 9 Display large image of Figure 10
Display large image of Figure 10* Based on a paper presented at the OMA-ROM seminar "Glass in Canada: Its History and Study," Toronto, November 1977.