Articles
The Newfoundland Cooper Trade
George N. HorvathMemorial University
A. INTRODUCTION1
1 The iron and steel technology of the nineteenth and twentieth centuries left many woodworking trades shattered or destroyed in its wake but the cooperage trade, surviving from antiquity, flourished in Newfoundland up to the middle of this century as an integral part of the island's fishery tradition. Outport fishermen often augmented their meagre yearly earnings plying or supplying the cooper trade. Materials came from local resources in almost every instance, while barrel making, hoop making, stave production or the gathering of rushes helped develop ancillary specialties among fishermen. The Newfoundland cooper practised a demanding art, adapting old country procedures to native conditions as well as to native woods. This article records the cooper's working conditions, techniques, and related woodlore as experienced by John Hollett, a cooper for almost fifty years. Hollett began coopering in 1904, at the age of sixteen, and except for four years with the Royal Navy in Newfoundland (1914-18) he practised the trade steadily until his retirement in 1957. it is estimated that he and his brother Victor, who was his partner, constructed over 300,000 barrels of different types and sizes during their working years.
2 Hollett was a long-time resident of Spencer's Cove, a typical outport community situated on the northeast tip of Long Island in Placentia Bay. He learned the coopering trade informally from his father just as his father had learned the trade from his father, and he from his father before him. There was no such thing as apprenticeship by which to learn coopering; it seemed too impractical. One was expected to learn by doing and the quicker one learned the better. Hollett was taught to set up and construct his own barrel, a task which initially took him several hours under his father's watchful eye. The quality and quantity of his work gradually improved as his father taught him more of the workings of the trade. When his brother Victor was old enough, he and John began a partnership which lasted until their retirement. The Holletts in turn taught the coopering trade to several interested young men from the harbour, among them John's son, Eldred.
3 Prior to the First World War the Hollett brothers worked as independent coopers. After the war they and four other coopers worked for the firm of Alberto Wareham, the community's leading fish merchant, who had a monopoly of trade among the Protestant outports along the north shore of Placentia Bay. Wareham provided three cooper's shops side by side and two men worked as partners in each shop: John and Victor Hollett, Eldred Hollett and Dick Slade, Tom Butcher and Ron Johnson. While the younger men seemed to prefer coopering all year round, John and Victor coopered only half the year, preferring to fish from April to October. Although there was sufficient work for year-round coopering, the Holletts never lost the opportunity to fish during the summer.
4 Coopering was done on piecework terms. The more barrels a cooper made or repaired the more he was paid at the end of the month. It was Wareham who determined the number and type of barrels to be made. There was always work, he saw to that, and the coopers were grateful. Spencer's Cove coopers produced barrels surplus to local requirements and these were sold by Wareham up and down Placentia and Fortune Bays. Wareham also bought up damaged barrels which he had repaired by his coopers before re-selling them. Both the cooper and his patron profited from the mutual support they gave one another. Earnings from the Holletts' coopering bought them better fishing equipment: a bigger and better boat, newer nets and gear.
5 The coopers' busy work day began around six in the morning and continued for ten hours until four-thirty in the afternoon. Though two men worked together in assembling barrels, they spaced their work in such a way as to share the heater, winch, and other tools. This called for fast, systematic hard work. "Oh, you could lose a lot of sweat a day," commented Hollett. "Working tight packages was twice as hard work [as making slack packages].2 There was sweat on every hair from the top of the toes to the crown of our heads."
6 They splayed their metal hoops during the day according to their needs and when there was a demand for wooden hoops the brothers took time out from their work to get saplings to make them. When constructing slack packages, they jointed a stock of staves, one day's supply, for assembly next day. Slack package assembly work was finished at one in the afternoon at which time the coopers started jointing another stock of staves for the coming day.
7 In the fall, when demand for barrels tended to be greatest, the Holletts went back to their cooper shop after supper and often worked until nine or ten at night producing barrels. Generally, however, work was calculated to finish at five each afternoon. The half hour previous to quitting time was spent sharpening tools and preparing for the next day's work. "You want keen tools to make the work go faster. You also had staves and hoops to bring in, puncheon tub to fill with water for swabbing, and wood for the fire."
8 A cooper usually put his mark on each barrel made to identify his own workmanship. It was a personal thing and therefore optional. When one of his barrels found its way back into the cooper's hands, it gave him the opportunity to examine the barrel critically to see how well his workmanship had stood up to rough usage. Hollett never sought to criticize another cooper's work, but if he saw an idea which would help to improve the quality of his own, he would adapt it and make the modifications he liked. John Hollett's personal mark, three dots or small circles forming a pyramid, was placed on the bottom cant of every barrel he produced.
9 The following terms and procedures are explained here in preparation for the more detailed discussions of dry and wet or tight coopering.
Staves
10 Staves are basic to barrel construction. In his earliest days Hollett went to the Mason's, a heavily wooded area near the community, to cut timber. The logs were placed in turn over a saw pit where they were first lined off length-wise, in widths of three-quarters of an inch, with a chalk-line blackened from the ashes of red alder. A log generally produced twelve staves. The staves were bundled, carted home, and prepared for whatever type of barrel the cooper decided to make. Dry coopering, for example, required jointing, listing, and backing for each stave, whereas wet coopering, a more exacting job, required only that the staves be jointed.
The barrel. Redrawn, by permission, from Kenneth Kilby, The Cooper and His Trade (London: John Baker Publishers Ltd., 1971), figure 16.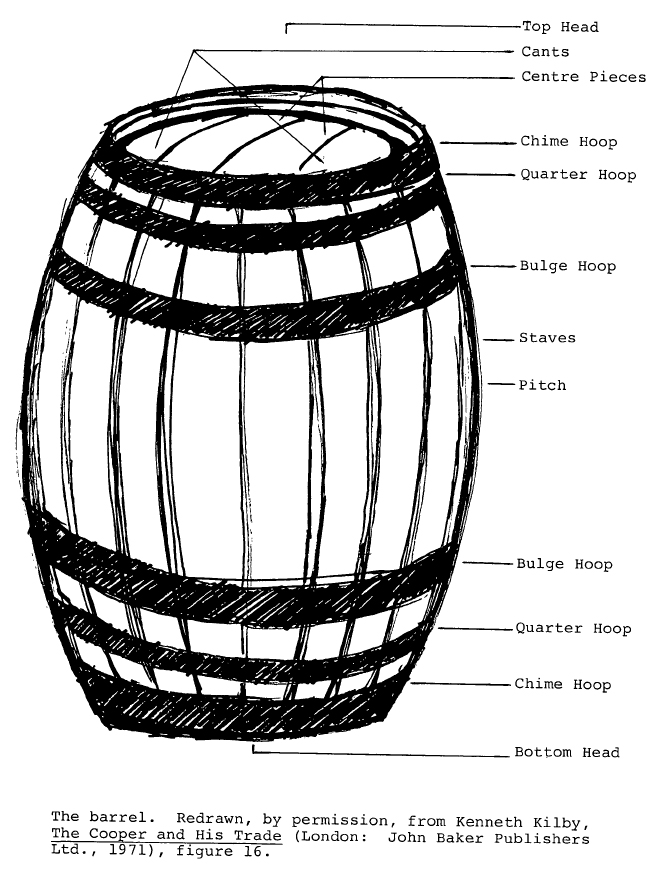
Display large image of Figure 1
11 In later years the staves were mass produced by Green's sawmill at Goobies, Placentia Bay, where the Hollett brothers' patron had installed a stave saw which not only increased output but also improved on the standardization of stave lengths. The sawmill operator provided additional services which helped the cooper in his work. Green employed men to joint staves suitable for wet coopering "right ready to stick up," and the staves would be gathered in bundles of forty, enough for two barrels. The mill operator also provided the bundles of staves for dry coopering though he did not joint them.
Cresset and Heater
12 Heat is required to soften wooden staves so that they can be bent into the required shape. In the early years the cooper used a cresset to fire his barrels. A cresset is made up of two hollow metal rings, three inches wide and fourteen inches in diameter, connected to each other by a dozen, evenly spaced, fourteen-inch vertical bands. This open-ended cannister was set up vertically on a metal plate in the centre of a gravel floor and filled with light, dry wood or shavings left over from jointing. The cresset was correctly lit from the top so that the flame burned down slowly and held the heat longer. When heated properly, staves should retain heat for ten or fifteen minutes, giving the cooper ample time to do what needed to be done to draw in the splayed staves. A cooper, noticing the staves "standing abroad," knew the barrel was not fired well initially, but by applying more heat from the cresset he needed only tighten the barrel by driving down on the hoops. A hatch in the ceiling allowed the smoke from the cresset to escape outside.
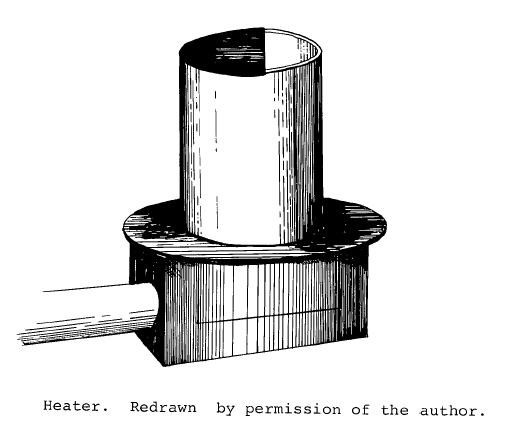
13 The cresset was replaced in later years by the cooper's heater. A heavy circular plate, two feet in diameter, rested upon a similarly heavy hollow metal base, twelve inches square and eight inches deep, partially embedded in a cement floor. The base box accommodated the deposit of ashes and the stove pipe. In the centre of the circular plate there was a galvanized cylinder, twelve inches in diameter and twelve inches high. The cylinder accommodated a semi-circular cover at the top through which the stove was fed fuel. The heater was more efficient because it ensured a continuous flame for steaming the barrel.
Cresset. Redrawn, by permission, from Kenneth Kilby, The Cooper and His Trade (London: John Baker Publishers Ltd., 1971), plate 48(D).Heater. Redrawn by permission of the author.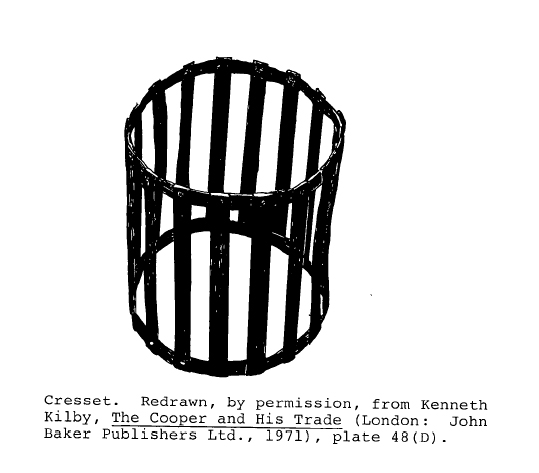
Marlin Wooden Set Hoops, Truss Hoops, and Barrel Hoops
14 Wooden set hoops and truss hoops (the latter often called bulge runners or, more simply, runners) were made locally by the cooper from native birch. In making set hoops a length of birch one inch square was heated with extreme heat and wrapped around a circular form which would give the desired circumference. A twenty-five-inch diameter hoop, for example, "will just answer the twenty-four-inch head" of a barrel. The ends of the set hoop were then fastened with marlin line. Marlin line was steam-tarred to preserve the integrity and tensile strength of the twine. A serving mallet was used by coopers when applying the marlin line to the set hoop. The mallet was roughly a foot long with a hole in the handle at one end. The broader base of the mallet was about as long as its handle. The hole in the handle permitted the marlin line to be paid out under moderate resistance, from the hand or palm, as the heel of the mallet was braced, in a lever-like fashion, against the hoop and the marlin line was wrapped round and round the entire circumference of the hoop. The other end of the marlin line had been firmly anchored to the hoop and this end was met once the line had been served tightly and snugly all around the hoop, "but ever so tight which you wouldn't get with ordinary hand." In later years Hollett used the lighter "pork-barrel" hoops, metal hoops taken from pork barrels, for set hoops.
Marlin the hoop. Redrawn by permission of the author.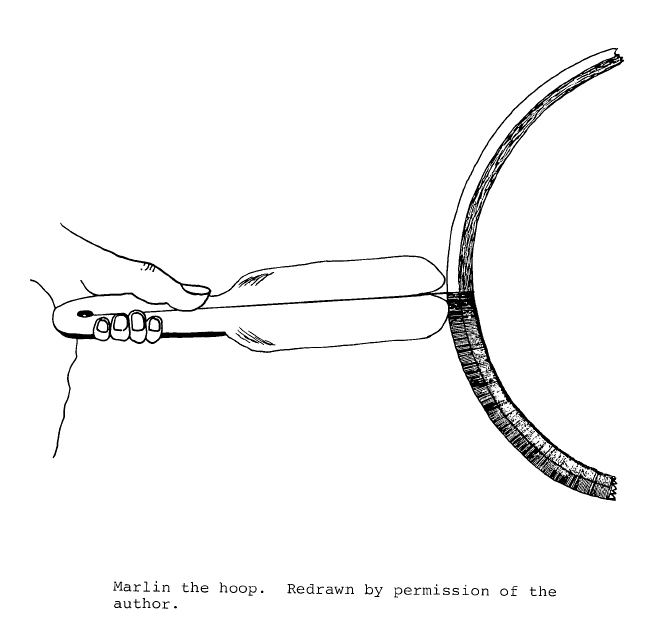
Display large image of Figure 4
15 The bigger and heavier truss hoop, made of two-inch-thick birch, was also bound or marlined with the serving mallet. Like the set hoop it was not fastened together with any nails; only the heavy, close windings right around the truss held it together. It was not likely the birch truss hoop would break easily, that is, not until it eventually dried out. However, the wary cooper always kept a spare runner handy just in case the main one happened to break at a most inopportune time. Wooden barrel hoops such as the bulge, quarter, and chime also had some eighteen inches of the overlapping end portions marlined with the serving mallet once their ends had been nailed together. Incidentally, only a wooden mallet, or maul, was used to pound the runner, and a wooden driver was struck when fitting on barrel hoops so as not to damage the marlin twine.
Making Hoops
16 Hoop making was not necessarily an art restricted to the cooper. It was out of necessity that the Holletts provided their own wooden hoops because only one other man, in a neighbouring community, turned out hoops and he did so in irregular fashion. When time or demand was pressing it became expedient for the merchant to import ready-made wooden hoops from as far away as Trinity and Bonavista Bay areas.
17 Suitable saplings such as white alder (not to be mistaken for the red alder which was not satisfactory), maple, willow, dogwood, and birch were selected for splitting. Splitting commenced at the top with a frowe (froe) being worked toward the butt end as the sapling came apart in two perfect halves. The froe is a sickle-shaped cleaver, but with a shorter blade. Starting from the top ensured an even split down the length of the sapling without incurring a run out to the side, thereby spoiling the hoop. Splitting would not be successful if attempted from the butt end of any sapling. The split saplings would then be placed one at a time, cut side up, in a device called the horse, or a hoop's mare, in which the sapling was nipped in place by foot pressure. Using a drawknife the cooper shaved from the exposed side of the sapling to remove the stiffer or more unyielding part of the wood. Shaving started at what was the top and continued in such a fashion as to turn out hoops of parallel thickness throughout the sapling's entire length.
Removing the Hoop's Kick
18 Preventing the trimmed hoop from "springing back right mad" in whip-like fashion called for the cooper to "take the kick out of the stick." To do this, the trimmed hoop was pulled through a narrow rectangular hole on the horse large enough for the hoop. At every few inches of its progress through the cleat, as the hole was called, the hoop was bent inward upon itself with the bark side out. This action produced the effect of curling the hoop so that it did not spring back. Curled hoops were subsequently ringed around four pegs set in a square and left to cure in that position for two days. Twelve loose-ended hoops were then bound in each bundle and stored for future use.
B. DRY COOPERING ("SLACK PACKAGES")
Types of Fish Casks
19 Several different fish casks or slack packages were constructed by John and Victor Hollett. All slack work was essentially the same but it was the merchant, not the coopers, who set the number and type of casks required. Fish casks were identified by name or by capacity. Listed below are the fish casks, their dimensions and capacities, made by Newfoundland coopers such as the Hollett brothers.

Display large image of Table 1
20 The latter three fish casks were also known collectively as four-quintal casks. The smaller quintal barrel and half-quintal drum were made from birch because it was strong enough to withstand the pressure exerted by ceiling presses which packed dried fish into these small containers.
Jointing Staves
21 Jointing staves for dry coopering or slack package construction entailed a seemingly simple operation in which a specific number of shaves would be shaved off each corner of the stave. Jointing, however, was not as simple as it might seem because this was the process which determined the evenness and the pitch of a barrel. The jointer was an inverted plane, or stock plane, some five to six feet long and about six inches wide. Each bite of the jointer blade, located about midway down its length, shaved the same thickness as before, so there was no fear of one bite being greater than another. The shaving was done to both edges of the stave. Jointing began by placing the stave's edge at roughly the centre of the jointer. The stave was then deftly pressed down on the blade and pushed forward along its entire length. A second pass about four inches short of centre was made in similar fashion and repeated thereafter as many times as the cooper wished, but each time proportionately shorter bites were taken off.
22 Normally four shaves were taken off each corner of the stave as described above. In jointing for slack packages, however, a slight list had to be favoured to help the barrel develop a rounding shape. Listing "just a sign" on the jointer required a steady hand. "Too much heel is not good because the staves will buckle in when setting up the hoop. Better to have not nearly enough shaved off than too much because it [the seams] would be open at the back. It takes heavy hooping [hard work] to bring the seams together, but if the work is not done right, there would be a complaint in your package." Next came backing which was simply the work of rounding the back corners of the staves with a drawknife so that the seams were rounded rather than square-cornered.
Serving Out the Staves
23 After jointing, listing, and backing, dry coopering began with "serving out the staves." Serving commenced with the selection of the set hoop. A metal set hoop, having a diameter one inch larger than the size of the head, was held horizonally in the right hand ready to receive the first vertical stave. The first stave was set up inside the set hoop with the bottom immediately against the inside right toe while the stave passed outside the right knee. The knee applied moderate pressure to the stave which was held in place by the heel of the hand holding the set hoop. The cooper then "stacked" the staves, alternating a wide stave with a narrow one, and repeated this order all around, closing the last gap with a perfect hand-fitted stave called the filler. It was important to stack wide and narrow staves alternately, otherwise there would be a big bulge on one side of the cask and none on the other.
Truss Hooping
24 The cooper next fitted a truss hoop over the top of the splayed staves, resting it on them about one-third of the way down. The truss hoop, often called the bulge runner or runner, drew the staves in tightly when driven downwards. The runner was never driven more than halfway down on fish casks; when it reached this point the barrel was ready for firing.
Firing the Barrel
25 The splayed barrel, seldom taller than thirty-six inches, was set over a burning cresset or heater. Heat softened the wooden staves, making it easy to bend the splayed staves without cracking them as they were brought together. The splayed staves were drawn together with a stout line and winch, the winch anchored on one end of a short work bench and the line anchored to the wall at the other end of the bench. A semi-circular groove, fourteen inches deep and twenty-two inches across, was cut into the leading [front] edge of the bench.
26 The heated, splayed barrel was inverted, set on a low platform which held it at the proper height, and fitted into the groove. The line from the wall was strung past the outside of the barrel and wrapped around the splayed staves once, then pulled along its original course until it was attached to the winch. Cranking the winch drew in the splayed staves, while the straightening line held the barrel firmly against the grooved bench. When the top splayed staves were closed tightly, another metal set hoop was set over them to hold the staves together.
Chiming
27 The metal set hoops on both ends of the barrel were set level with the shortest stave on either end. The slightly longer staves were then trimmed all around to the shortest length with a drawknife or the cooper's adze. At this point the cooper began "trimming the chime," paring a rough concave groove right around the inside of the barrel about an inch and a half from the top. When the paring was completed the cooper bevelled the inside top ring, or chime, of the barrel.
The splayed barrel. Adapted, by permission, from Kenneth Kilby, The Cooper and His Trade (London: John Baker Publishers Ltd., 1971), figure 8.
Display large image of Figure 5
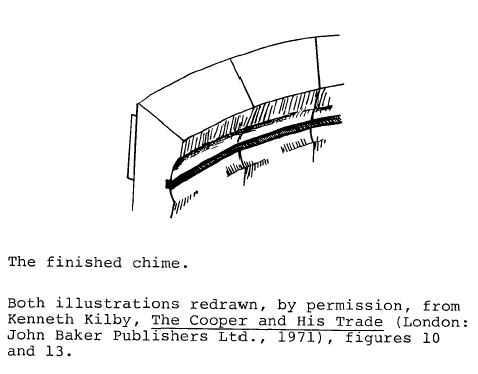
28 Chiming one end of the barrel was completed when a saw-edge thick groove or cut about 1/16-1/8 inch deep, fair in the centre of the pared concave groove, was cut right around the barrel with a croze. This narrow crozed cut would accommodate the sharp edge of the barrel's head. The barrel was then turned bottom up and the chiming procedure (levelling, paring, bevelling, and croze work) was repeated on the other end of the barrel. When this was done the cooper prepared to hoop the barrel by knocking off the truss hoop. At this point the only devices holding the barrel together were the two metal set hoops, one at each end.
Bulge Hooping
29 Slack packages were made to carry dried or salt-cured fish. The slack package did not have to be expensive simply to be durable so instead of expensive metal hoops to bind their barrels, local coopers used wooden hoops. The cooper began by sizing the wooden hoops, measuring the hoop length required. A hoop was withdrawn from a round bundle and put around the fish cask at a position about twelve inches down from the top. This position was called the bulge, thus the bulge hoop. When the hoop length and allowance for overlap had been determined, the hoop was removed from the barrel and nailed together with the widest end of the hoop outside. The overlapping ends were marlined, bound together with twine treated with a tar preservative. The bulge hoop was then driven down firmly with a wooden mallet and a wooden wedge called a driver. Wooden tools minimized the damage to the hooping. Two hoops snug against each, other (i.e., one inside the other) completed one bulge hooping. After two more hoops on the other bulge had been nailed in place by four metal nails called dowels, the barrel was ready to have both metal set hoops removed from the ends.
Trimming the staves.The finished chime. Both illustrations redrawn, by permission, from Kenneth Kilby, The Cooper and His Trade (London: John Baker Publishers Ltd., 1971), figures 10 and 13.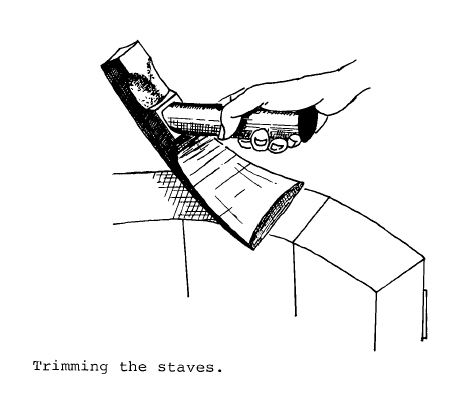
Heading the Barrel Bottom
30 Before the cooper could proceed further with the hooping, he had to head the barrel. This procedure simply meant putting in the top and bottom of a barrel. The crozed cut or line ultimately determined the actual measurement for the barrel's heads. No two ends in any one barrel were exact and exactness was important. The cooper used his compass to determine this measurement, placing both points of the tool inside the crozed cut. Through trial and error, the cooper spread or closed the arc until the points of the compass fell exactly so as to meet in the same places after having passed around inside the croze line six times. The exact one-sixth arc of this measurement determined the radius of the barrel head on only that end just measured. The bottom head was usually made up of four or five pieces of board joined together temporarily to form a rough square upon which the head's circumference was traced out. The traced line of the circumference was just "saved" as the cooper sawed out the head with the flexible head-saw. The head's top and bottom edges were bevelled outward slightly, the bottom bevelled at a greater angle than the top. The bottom head was then fitted into position. The centre pieces went in first, the bevelled edges fitting comfortably into the crozed line. The two outside pieces of the head, called the cants, went in on either side with minimal difficulty. It was more difficult to take the heads out than it was to install them.
Hooping the Bottom Quarter and Bottom Chime
31 Deferring quarter and chime hooping until after the bottom head had been installed made for a stronger barrel. Hooping the bottom quarter on the fish cask followed the bulge hooping procedure: sizing, marlin or binding, driving two hoops on snug against each other at the quarter, each hoop dowelled securely in place by four equally-spaced nails. The bottom chime, a single wooden hoop, was also hooped tightly, just as the bulge and quarter had been, but the chime hoop was never nailed secure by any dowels.
Heading the Barrel Top
32 After setting the barrel on its bottom, the cooper proceeded to measure the top crozed line with his compass. Occasionally the staves sprang back, or straightened somewhat, in which case the cooper reinstalled the metal set hoop, or end hoop as it was sometimes called. The end hoop was driven down with the short-handled cooper's adze and a steel wedge driver having a grooved edge which straddled the hoop. When the sprung ends had been drawn together this way, the cooper proceeded to size his compass arc for the head. The end hoop remained in its place until the top quarter hoops were installed. It was preferable for the top head circumference to be traced and cut out from three or four boards as opposed to the five used for the bottom head. A three-board head was quicker and less complicated for laymen to install. After the top head was cut out and trimmed the pieces were generally left loose inside the barrel to be installed after the fish cask had been filled. The centre board was installed first followed by either of the two cants.
Hooping the Top Quarter and Top Chime
33 After the top head had been cut, trimmed, and stowed, the cooper hooped the top quarter with two wooden hoops just like the bottom quarter. In the event that a metal end hoop had to be used to secure sprung staves, this device was removed after the top quarter had been secured or before the chime hoop was installed. As with the bottom chime hoop, the cooper fitted the top chime hoop down tightly after it had been sized and bound, but did not dowel or nail it to the barrel.
34 After a quick examination and appraisal of his work, the cooper rolled the completed barrel aside and prepared for the construction of another. The above operation took from forty-five to fifty minutes for which the industrious cooper received fifty cents plus an additional dollar for twelve wooden hoops if he had made them himself. John Hollett made his own hoops most of the time. A fish cask required ten wooden hoops: two chime, four quarter, and four bulge hoops. The average cooper produced between twelve and fifteen fish casks in a ten-hour work day, earning between six and eight dollars for the casks and another twelve or thirteen dollars for the hoops he provided. Piecework paid very well in comparison to the ten to twelve cents per hour paid to most workers during this time. The cooper's social position was assured by his comparative wealth which also gave him a large measure of confidence and independence.
C. WET OR TIGHT COOPERING ("WET or TIGHT PACKAGES")
Types of Tight Barrels
35 Wet or tight coopering called for water-tight seams in a barrel. Much of the work undertaken by the cooper to produce this type of barrel duplicated the process of dry coopering but with obvious differences and variations. Two types of tight barrels were made by local coopers: the herring barrel and the scotch barrel. The obvious physical difference between these two was in the size of their pitch or belly, but in fact they were the same size — 31 inches high with heads 17 inches in diameter and had the same 26 and 3/4 gallon capacity. The difference in the pitch was determined by the number of shaves taken off each stave's corners by the jointer: herring barrel staves had four taken off every corner to five for scotch barrel staves. The one extra shaving on seventeen staves gave the scotch barrel its extra pitch.
36 Two types of herring barrels were produced, one with metal hooping, like the scotch barrel, for exporting commodities, and one of the same size and shape with wooden hoops. Those bound with wooden hoops were called "local packages" and were used for the domestic trade throughout Newfoundland and Labrador. Newfoundland exported pickled herring, turbot, salmon, halibut, mackerel, and also blueberry crops in tight herring barrels. John Hollett produced other wooden vessels such as piggins or buckets, bailers or dippers, trawl net tubs, butter churns, washing tubs, and bouys for personal or local use but never entertained notions to produce surpluses for outside sales.
Jointing Staves for Wet Packages
37 Constructing watertight barrels entailed a form of jointing distinctly different from that required for slack packages. This was described as "jointing straight stock", that is, jointing flat along the stave's edge without listing. Four to five shavings, depending upon the type of barrel pitch desired, were also taken from staves in wet coopering. When the staves were set up in the initial stages one could almost put his fingers between the outside seams made by the staves. It was the task of the wet cooper to close these seams tightly enough to hold water for long periods of time, a condition which decided whether the tight barrel was finally complete. The fact that the seams would weld so tightly negated the need for backing wet packages.
38 Although open seams at the outset was not a practice featured in English or American coopering, it was necessary in Newfoundland. Newfoundland hardwoods were much softer and tended to lend themselves to a peculiar weld in seams, the likes of which were not needed elsewhere. This softer Newfoundland hardwood also affected the life of the barrel. English hardwood barrels lasted over thirty years whereas the Newfoundland barrel could be expected to last for only five years.
Flagging
39 Try as the cooper might there were occasions when he could not close a stubborn seam. The cooper would then pry the two staves apart with a flagging iron, widening the seam just enough to insert a length of pithy rush stem along the section where leaks might occur. When the staves were released to fall back in place the rush stem then sealed the stubborn seam. The rush was a tall, reedy marsh plant whose stem could be either split or flattened, depending upon the width of the seams to be closed. These rush stems were called flags and patching seams with them was flagging. Flags or rushes were generally imported from mainland Canada because "Newfoundland rushes were hardly long enough."
Serving Out the Staves
40 Staves were served out inside a metal set hoop just as they were for slack packages with alternating wide and narrow staves. Similarly, the last filler stave had to be firmly tight and in proper sequence to the serve: if not, re-selection of staves continued until the staves were properly served out and fitted with a tight filler. At least one stave in wet coopering had to be a wide juniper one to be used as the bung stave.
Splaying Metal Hoops
41 Splaying hoops was a job done in the evening after the assembly work was finished. The cooper took a length of one-and-a-half-inch strapping, the length determined by the type of hoop — bulge, quarter, or chime — with the addition of two inches to provide an overlap for riveting. The bulge hoop was cut off at sixty-six inches, the quarter at sixty-two, and the chime at fifty-eight for both ends of herring and scotch barrels. If the two ends of the steel band were riveted together at this stage, the metal hoop would damage the flared-out staves because it would cut into them. The hoop had to be splayed, that is, the bottom circumference of the hoop had to be made greater than the top. Splaying stretched the bottom circumference so that the bottom diameter of the hoop was one-half inch greater than the diameter at the top. Before the hoops were fastened with rivets, therefore, the ribbons of steel were fed through a hand-driven splaying machine to stretch the hoop's bottom. This splaying procedure was repeated for each and every metal hoop to be put on a barrel.
Hooping and Hoop Sizes
42 Metal hoop widths varied and this factor ultimately determined how many hoops would be used on a barrel. The bulge hoop was one-and-a half inches wide, the quarter one inch, and the chime two inches wide. Six hoops were required for the average tight barrel when the above width combination was used: two bulge hoops, two chime, and two quarter hoops. However, if the cooper had only two-inch strapping to work with he would use only four bands, or hoops, to complete a tight barrel: two chime hoops and two bulge hoops but none at the quarter. This change in the hooping procedure altered the regular construction process only in the number of hoops employed. Hooping local packages with wooden hoops combined the process of hooping with wood as in dry cooperage with the sequence of hooping for regular tight barrel hooping.
Truss Hooping
43 A half-inch-thick metal runner was fitted down evenly over the set hoop upon the splayed staves. A few blows with a hardwood driver and a hammer on the runner ensured that the barrel would not come apart too readily at this point. The splayed barrel was then ready for top hooping.
Top Hooping
44 With the set hoop and runner or truss hoop still in place, the cooper proceeded to fit a metal bulge hoop over the upper half of the splayed barrel. After the bulge hoop had been hammered down tightly into place, the cooper applied another, narrower metal hoop at the quarter and drove it down tightly too. A tightened quarter hoop would normally loosen both the set hoop and the bulge hoop though only the bulge hoop needed to be tightened at this stage. Then it was necessary to check the quarter hoop again to make certain it had not loosened when the bulge was tightened. The barrel was then ready for firing.
Firing the Tight Barrel
45 The splayed barrel was set over the cooper's heater. Within a very few moments the inside of the barrel started to scorch from the intense heat. Using a short-handled mop-like swab and with a liberal dose of water the cooper swabbed down the inside of the barrel from above. The heat turned the water into steam which was partially conserved by placing a wooden cover over the open top of the barrel. In a few moments the steam began to vanish and scorching threatened again, but another liberal swabbing was applied and the barrel's end covered again. When the steam was about gone a second time the cooper removed the barrel from the heater.
Trussing
46 After removing the splayed barrel from the heater, the cooper once more checked the quarter and bulge hoops for tightness, then he used a heavy wedge-like driver struck by a heavy hammer to drive the truss hoop or runner down evenly around the splayed staves along three-quarters of the barrel's length. Next he hammered down one side of the barrel until the truss nearly touched the floor. Working quickly once the barrel was removed from the heater, the cooper turned the barrel over so that the newly drawn-in end was facing up ready for further hooping.
Bulge and Quarter Hooping
47 Driving the truss down on one side had pulled the staves in sufficiently that this end would just accommodate a riveted and splayed bulge hoop of regular bulge size, that is, sixty-four inches. While the staves were still hot, the cooper hastened to drive the metal bulge hoop home. When the bulge hoop was secure the quarter hoop was fitted on and also driven home.
The Chime Hoops
48 At this point a loose set hoop still rested on the barrel's bottom chime but nothing occupied this position at the other (upper) end. The cooper now fitted on the chime hoops and made ready to chime the barrel ends.
Chiming the Barrel Ends
49 This procedure duplicated the processes carried out in dry coopering but with a variation. After paring out a rough groove around both chimes, the cooper planed them out smoothly with a croze-like planing device called a shove. Only then were the croze lines cut around inside the centre of the shoved groove. The chimed ends were then ready for heading.
Heading the Wet Package
50 Tight barrels required tight heads. The same measuring procedure as that for slack packages was followed to get the proper size for the head. However, the heading procedure in tight packages varied in that the heads were solidly fixed together in one piece and held fast by tight wooden dowels. If there was a possibility that a head would leak, the cooper did not hesitate to flag the seam where the leak might occur. A tight barrel was not considered finished until both heads were fitted and fixed into position.
Bung Stave
51 Where possible the widest juniper stave was selected to serve as the bung stave in wet cooperage. Juniper is Newfoundland's strongest wood though unfortunately its rarest as well. The bung hole, 5/8-inch in diameter, was bored in the stoutest juniper stave midway between the quarter and bulge hoops. Most barrels made elsewhere had bungs that were larger and located in the middle of the barrel's pitch. However, Newfoundlanders found that if the bung was shifted higher up the stave it was less likely to cause the breaking of the bung stave. The barrel was never quite full with pickle when the barrel head was set in place after filling, so the bung hole was used when making up the shortage. Shortage of pickle in a barrel threatened to increase the chances of spoilage. Metal hoop splices were always arranged so as to fall on the bung stave.
Waxing
52 John Hollett could not explain the reason for waxing the inside of tight barrels. It was, however, a popular custom and he thought that it had to be done in Newfoundland so as not be outdone by coopers from other nations. It seemed that waxing offered some advantages in making the barrel easier to clean and keep hygenic. In order to wax tight barrels, the cooper first boiled wax bricks in a pot. After both barrel heads had been tapped into position with the adze, a bung hole was bored into which the cooper poured one pint of boiling wax. The bung was capped and the barrel kicked and rolled topsy-turvy around the shop for a minute or so while the wax splashed all over the inside surface.
Dowelling Hoops
53 After the barrels were filled with pickle and cargo, a cooper was assigned to dowel the quarter and bulge hooping of each and every barrel filled by his patron's employees. This provided an opportunity for one last check for tightness. The dowels were short nails about the length of and slightly larger than carpet tacks. The dowel had an overhanging head, something like the head of a railroad spike, which grasped the top edge of the hoop. Three dowels per bulge and quarter hoop were used but none for the chime hoops.
54 This was also the time when the cooper was likely to find the occasional leak in the seams which would require flagging. Such barrels were flagged and refilled with pickle before being passed on for shipping. Leaky seams were sometimes caused by driving down the hoops too hard or too long, making the top seams come apart slightly. Knot holes with cracks were often flagged as well, especially in the barrel head, but most times the knots were simply painted with a lacquer.
55 Heavy foreign exports and a wide domestic trade in both Great Britain and mainland North America created diverse demands upon their respective cooperage trades. In contrast, Newfoundland's coopering trade was committed to and constricted by the island's principal export — fish; even berry crops were exported in herring barrels. The style of native coopering was determined by the kinds of wood available. This local wood could give the barrels a life expectancy of only five years compared with thirty years for most barrels from other countries. The local cooper received no formalized training to expand his capabilities as a cooper. Yet there was no practical reason for such training in an environment which would not support anything other than the demands set upon it by the native fishing industry. Newfoundland's unique style of coopering had a parochial flavour which was tempered by practical logic and a sense for economy and utility. The coopering trade, a victim of changing technology and changing demands in the fishery, is all but gone today, living on only in the memories of men like John Hollett.
Notes