Vol. 16, No. 2 July 2005
Raffaele Spinelli
CNR - Timber and Tree Institute
Sesto Fiorentino, Italy
Bruce R. Hartsough
University of California
Davis, CA, USA
Natascia Magagnotti
CNR - Timber and Tree Institute
Sesto Fiorentino, Italy
The authors are, respectively, Researcher and Head of Research Group; Professor and Department Head; and Researcher.
ABSTRACT
Nine chippers were tested for particle size distribution, in order to a) see how chips produced with these machines matched the quality specifications set by the district heating plants of Northeastern Italy and b) detect significant differences between machines. The benchmark was set by collecting chip samples from fourteen district heating plants in the region of interest. The effect of operator skill was minimized and all machines were fed with the same assortment: logs, supplied in lengths varying between 2.4 and 6 m. All logs had similar moisture contents, which typically ranged between 33 and 37 % on a fresh weight base. Mobile in-woods chippers fed with limb-free logs produce high-quality chips, whose particle size distribution matches that of the best chips normally fed to the Italian district heating plants. Indeed, all the tested machines produced chip samples containing almost no oversize particles, very little fines (0.5 to 1 %), and a large majority of chips within the 3-45mm range (95 to 99 %), except the auger-equipped Laimet, which is designed to produce larger chips. There were statistically significant differences between machines and machine types, which were not affected by possible variations of the tree species processed.
Keywords: bioenergy, biomass, chipping, chip quality, Italy.
INTRODUCTION
In Italy, the rapid development of the energy biomass market is motivating a number of operators to get into a new business, where fresh knowledge is needed. Many questions are raised, that must be addressed quickly in order to overcome possible bottlenecks.
Chip quality is one of the most crucial issues and operators need recognized standards that they can use to measure the quality of the chips they produce, buy or sell. In addition, compliance with such quality standards must be measured with simple methods that can be applied to everyday practice. Finally, operators need information on how existing harvesting systems and machinery match these quality standards.
So far, very little work has been conducted on this subject in Italy: most studies have focused on reducing delivery costs, while product quality has been treated only in a marginal way [11].
In essence, chip quality is defined by moisture content, tree species and size distribution [7]. The former two parameters are not significantly affected by machine characteristics, whereas the latter may depend a lot on machine design and setting. Chip size distribution is therefore the best indicator of how a chipper performs in terms of product quality. Chip size distribution may determine the type of plant that can accept the product, and how this will store [8]. In particular, the presence of oversize particles may prevent use in small and medium-size plants, those that generally offer the best price opportunity [5]. On the other hand, very fine chips are known to store poorly [6].
The goals of this study were a) to measure the chip size distribution generated by a wide range of commercial chippers presently available on the Italian market, and b) to check how this product matches the size distribution characteristics of chips actually used by the Italian district heating plants. Ultimately, the study aimed at checking the extent to which in-wood chipping of logs may satisfy the quality demands of the Italian fuel chip market.
THE TESTS
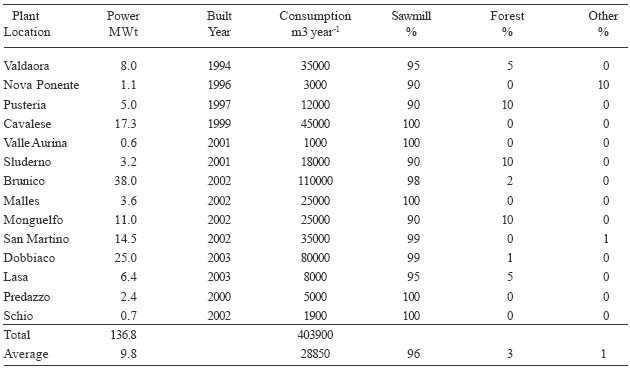
The tests were conducted in two stages. First, fourteen district heating plants operating on the Italian Alps were visited and chip samples were collected from their respective fuel storage sites. All plants were located in the eastern Alps. A concise description of plant characteristics is reported in Table 1. Most Italian plants obtain a substantial share of their feedstock from sawmill residue [4], because sawmill residue is cheaper than forest biomass and it is deemed to generate a better fuel, in terms of both particle size distribution and moisture content. Samples collected during the study all come from chips originated from sawmill residue and therefore represent the conditions of the strongest competitor of forest chips. The average chip price paid by these plants is 16.2 US$/m3 loose volume, with a minimum of 10.9 and a maximum of 28.7 US$/m3 loose volume.
Table 1. Description of the district heating plants sampled.
As a second step, chip samples were collected from nine commercial chippers with varying characteristics, fed with selected wood assortments. The chippers were all deployed at the same site and occasion in Biella, Italy, September 25-28, 2003. All were operated, adjusted and supervised by their authorized dealers. The effect of operator skill was therefore minimized: if dealers are supposed to teach operators how to use their machinery, one may assume that all machines were operated by the best possible crews. Dealers were asked to adjust their machines so that these would produce small to medium-size chips, suitable for the fueling of district heating plants. All machines were fed with the same assortment: logs, supplied in lengths varying between 2.4 and 6 m. All logs had similar moisture contents, which typically ranged between 33 and 37% on a fresh weight base. Log diameter and tree species introduced some variability to the tests. Log diameter would match the capacity of the machine, with bigger logs being delivered to larger units. Each machine was fed with logs that were considered of the ideal size by the dealer, and therefore one may state that all machines were fed with logs of the same relative size: the ideal one.
Several tree species were delivered to the test-ground: hybrid poplar (Populus x Euroamericana), willow (Salix alba, L.), white pine (Pinus strobus, L.), chestnut (Castanea sativa, Miller), beech (Fagus sylvatica, L.) and black locust (Robinia pseudoacacia, L.). Although most machines would receive both poplar and pine logs, some of the other species would only go to certain dealers who had specifically asked for them. Therefore, tree species introduced some unwanted variability to the experiment. Nevertheless, this was dealt with during the statistical analysis, so that its effect has been minimized.
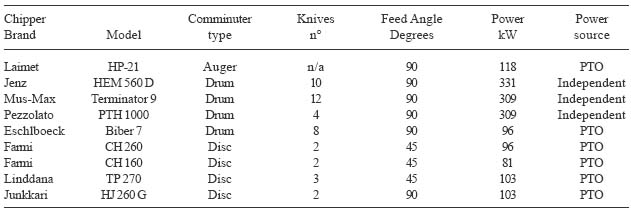
Table 2 lists the machines tested and reports their main characteristics. Overall, nine chippers were tested, covering a wide range of power and size, as well as all the three main chipping devices: drum, disc and auger.
Table 2. Characteristics of the machines tested.
MATERIALS AND METHODS
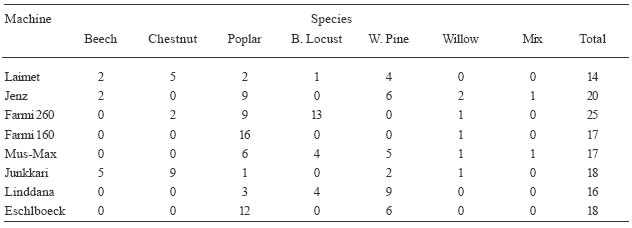
Five-hundred-gram samples were collected from the plant storage sites and from the chipper spouts using the same sampling method: each one of these samples was extracted from a larger intermediate sample, obtained by mixing 5 originary samples collected from different spots in the chip pile. Samples selected for laboratory testing were put in heavy paper bags, marked with the date, the machine model and the tree species. In total, 176 samples were collected: 162 from the chipper tests and 14 from the chip storage sites at the heating plants. Table 3 reports the distribution of the samples collected from the chippers tests.
Table 3. Sampling layout by chipper and species.
Samples were carried to the laboratory and stored for a week in a ventilated room until screening could be conducted. Air drying would make screening easier, and reduce the tendency of fine particles to stick together.
All samples were screened using five different sieves, following the recommendations contained in the draft document recently presented by the Italian Thermo-technical Committee to the National Standardization Agency for adoption as the national standard for chip classification [3]. This new standard reflects the work conducted at the European level by various national organizations with the purpose of producing a common European standard for chip quality classification: the authors thought it was more appropriate to use this standard _ although a draft _ than an already existing national standard which may not reflect future EU regulations.
The fractions thus separated were weighted with a precision scale. Results were compiled in a worksheet and statistically analyzed using the Statview advanced statistics software. First, the mean value and the standard error for the samples coming from the heating plants were estimated: these values would then be used as a control, to
set the reference quality goal. Then ANOVA tests were conducted on the chipper samples, in order to detect differences between machines and to evaluate the capacity of each machine to match the set standards. A number of different techniques were used, namely Fischer's, Games-Howell's and Scheffe's. Data reported in this paper were calculated with Scheffe's technique, which is considered more resilient to violations of the normality assumption [10].
Moisture content determination for the chipper samples was conducted on 12 samples, collected in sealed bags and weighted fresh and after drying for 48 hours at a temperature of 103º C in a ventilated oven. No moisture content determination was conducted on the heating plant samples
RESULTS AND DISCUSSION
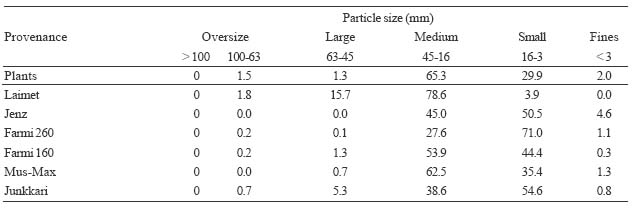
Overall results are shown in Table 4 and in Figure 1. It is apparent that the presence of oversize material was extremely limited in all cases. No samples contained any particles above the 100 mm threshold, and the 63-100 mm class was represented in only 8 samples out of 162, and in very small proportions (0.2 to 0.7% by weight). Only the Laimet auger chipper produced a significantly larger amount of particles in the 63-100 mm class, which was measured at 1.7% by weight.
Table 4. Percent distribution of particles among size classes.

Display large image of Table 4
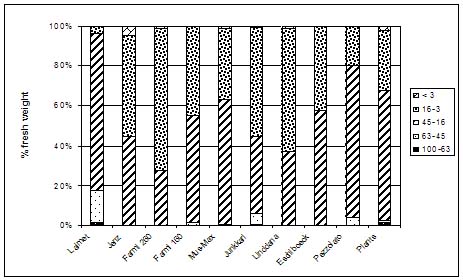
Figure 1. Particle size distribution of the chips produced during the tests.
A similar result was obtained with the fines. Here, ANOVA tests allowed grouping the machines in three classes: 4.5%, 1% and 0.5% content of fines (Table 5). Only the Jenz chipper belongs to the first class, whereas the second includes the Linddana, the Terminator and the Farmi CH 260. Samples produced by all the other machines contained less than 0.5% fines (Figure 2). It is difficult to determine why the Jenz chipper would produce so many more fines than all the other machines (5 to 10 times more), significantly exceeding the limit set by the sawmill chips: further tests may be needed to determine if this depends on machine design or on other factors, such as an incorrect setting or poor maintenance.
Table 5. ANOVA grouping for fines vs. chipper.
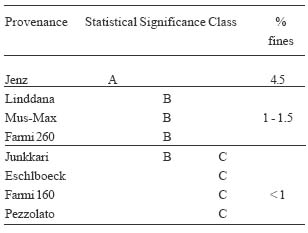
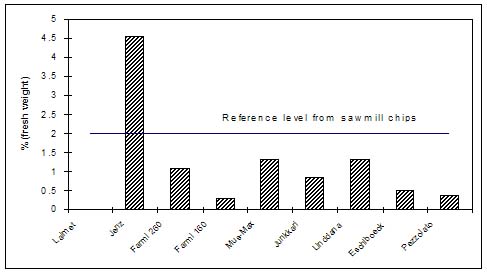
Figure 2. Content of fines in the chip samples.
Figure 3 presents the results obtained for the small and medium size chips only, i.e. all those between 3 and 45 mm in length. The line stretching across the graph at the 95% level indicates the average value obtained for the samples collected at the heating plants, whereas the upper and lower brackets represent the standard error of such average, taken as an indicator of random variability. Again, ANOVA allows gathering the machines tested in three groups, separated by statistically significant differences (Table 6). Group 1 only includes the Eschloboeck, which yielded samples with 99% of particles within the target range (3-45 mm). Group 2 includes the Linddana, the two Farmi chippers and the Muss-Max Terminator: samples produced by these machines yielded 97 to 98% of chips within the target range. The Jenz, Junkkari and Pezzolato chippers made up the third group, producing samples with a 95% weight content of target-sized chips. Except for the Laimet, all machines produced a percentage of accepts comparable to that present in the chip samples obtained from the heating plants and processed from sawmill residue.
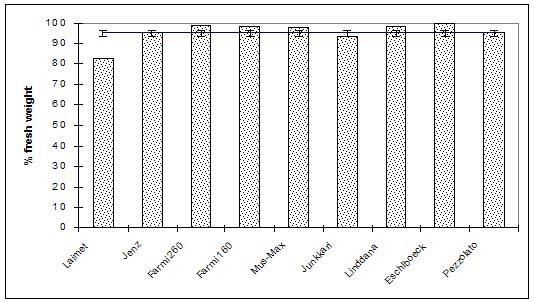
Figure 3. Percent of accepts (3-45 mm) in the chip samples.
Table 6. ANOVA grouping for accepts vs. chipper.
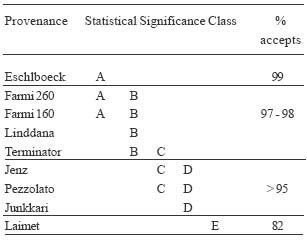
Only 82% of the chip weight produced by the Laimet was into the 3-45 mm particle size specification. The Laimet, however, is designed to produce larger chips than all other chippers, and this result is not surprising. On the other hand, this machine produced dust-free, even-sized chips, the only one with a single-class (45-16 mm) representation close to 80%.
Except for the Laimet, all machines produced a mix of small and medium-sized chips, in proportions varying from 50-50 to 70-30. Dominance of one single class might be very difficult to obtain, especially if one considers that the chips were produced from delimbed logs and that particle size distribution can only worsen if branches or whole trees are chipped. The distribution of accepts between the 45-16 mm (medium) and the 16-3 mm (small) classes is also affected by tree species, at least to a certain extent: black locust samples contained a significantly higher proportion of small chips (16-3 mm class) than all the other samples. Chestnut may behave the same way, but the number of chestnut samples was not big enough to obtain conclusive evidence. No other statistically significant effect was recorded for other species or for the extreme particle size classes (fines and oversize): here the possible effect of tree species is largely overpowered by that of machine type.
Regardless of tree species, drum chippers seem to produce a larger proportion of medium-sized chips than disc chippers do: 60 to 70% of the chips produced by the Biber, Muss-Max and Pezzolato fall in the 45-16 mm class, compared to only 30 to 40% in the samples obtained from the Linddana, Junkkari and Farmi 260. The difference between these two groups is statistically significant.
The relative proportion of small and medium chips strongly influences the average particle size, which may affect storage properties: particle size is a main factor in determining the air permeability of chip piles and affects the speed and degree of drying under any given conditions. Recent work evaluated drying of chip piles and reported the following relationship between average particle size and air permeability [9]:
A = 19125 (Mean particle size, mm) -0.874 (1)
Where "A" is a coefficient describing the pressure resistance of the heaped chips to airflow, and therefore provides a good indicator of how readily the chips would dry.
Assuming that particle size distribution in any given class is skewed towards the lower size classes, the mean particle size can be calculated using geometric means, which partly compensate for such skew. The mean particle size is therefore obtained by a weighted average of all particle classes, as represented by their geometric mean calculated with the following formula:

Where a and b are respectively the lower and the upper limits of the given size class.
By applying these two formulas, one obtains the results shown in Table 7. The table also contains the pressure resistance coefficient for 30-cm long firewood billets, which serves as a quick comparison. Again, ANOVA allows grouping the machines into 4 classes, according to the mean particle size of the chip samples they produced.
Table 7. Geometric mean particle size and resistance to air flow.
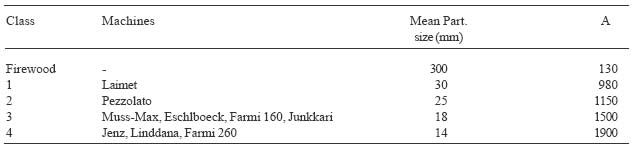
The differences between the classes are large and significant. In particular, the coarse chip produced by the Laimet offers much less resistance to air flow than that produced from all the other machines, and therefore may dry quicker, within the limits imposed by the speed of moisture transfer inside individual particles [2].
CONCLUSIONS
Mobile in-woods chippers fed with limb-free logs produce high-quality chips, whose particle size distribution matches that of the best chips normally fed to the Italian district heating plants. Indeed, all the tested machines produced chip samples containing:
- almost no oversize particles
- very little fines (0.5 to 1%), except for the Jenz (4.5%)
- a large majority of chips within the 3-45mm range (95 to 99%), except the auger-equipped Laimet, which is designed to produce larger chips.
There were statistically significant differences between machines and machine types, which were not affected by possible variations of the tree species processed.
The auger-type chipper stood out as the machine offering the largest particles and the highest size consistency. The dust-free chip produced by this machine is very regular, but it might prove too large for some conversion plants.
As a whole, drum chippers produced a larger proportion of medium-sized chips than disc chippers did, and the difference proved to be statistically significant.
Tree species may affect the size of accepts, at least as far as black locust is concerned: chip produced from black locust logs contained a significantly higher proportion of small-size particles, for a range of machines.
In any case, all machines produced a mix of small and medium-sized chips: dominance of one single class (at least 80% of the weight) might be very difficult to obtain on a commercial scale, especially if one considers that these chips were produced from the best raw material, i.e. delimbed logs. A significantly higher percentage of undersize particles can be expected when chipping residues or whole trees [1].
Finally, the potential effect of chip size on drying properties was estimated using appropriate formulas: the exercise showed that the coarse chips produced by the auger-type chipper and - to a minor extent - by the Pezzolato drum-chipper, may dry faster than the rest.
AUTHOR CONTACT
Raffaele Spinelli can be reached by e-mail at --
spinelli@ivalsa.cnr.it
REFERENCES
[1] Asikainen A. and P. Pulkkinen. 1998. Comminution of logging residues with evolution 910R chipper, MOHA chipper truck and Morbark 1200 tub grinder. International Journal of Forest Engineering, 9(1):47-53.
[2] Baadsgaard-Jensen J. 1988. Storage and economy of chunk and chip piles. Research Report 2. Danish Institute of Forest Technology. Copenhagen.
[3] CTI SC09. 2003. R03/01 Raccomandazione del Comitato Termotecnico Italiano sui biocombustibili solidi: specifiche e classificazione. Milano. 54 pp.
[4] Francescato V. and E. Antonini. 2004. Wood-Energy: when the farmer is the actor. Alberi e Territorio 3: 38-44.
[5] Hakkila, P. 1984. Forest chips as a fuel for heating plants in Finland. Folia Forestalia 586. 62 pp.
[6] Jirjis, R. 1995. Handling and storage of woody biomass. Swedish University of agricultural Sciences, Department of Forest Products. Upssala. 5 pp.
[7] Jirjis, R. 1996. Optimization of wood chips storage and drying. Swedish University of agricultural Sciences, Department of Forest Products. Upssala. 12 pp.
[8] Kalaja, H. 1984. Malfunctions of storage and transport devices in the heating plants using forest chips as fuel. Metsäntutkimuslaitoksen tiedonantoja 166. 24 pp.
[9] Nellist M. 1995. The effect of particle size on the storage and drying of wood fuels. In. Hudson B. and P. Kofman [Ed.] Harvesting storage and road transportation of logging residues. Proceedings of a workshop of IEA-BA-Task XII activity 1.2 held in October 1995 Glasgow, Scotland. FSL, Vejle (Denmark). pp: 59-70.
[10] SAS Institute Inc. 1999. StatView Reference. SAS Publishing, Cary, NC. ISBN-1-58025-162-5, p. 84-93.
[11] Spinelli R. and B.R. Hartsough. 2001. A survey of Italian chipping operations. Biomass and Bioenergy 21: 433-444
{kind=link}