Vol. 15 No. 2, March 2004
Henrik Heräjärvi
The Finnish Forest Research Institute
Joensuu, Finland
Aki Jouhiaho
TTS Institute
Helsinki, Finland
Vesa Tammiruusu
Metsähallitus
Savonlinna, Finland
Erkki Verkasalo
The Finnish Forest Research Institute
Joensuu, Finland
The authors are, respectively, Researcher at the Joensuu Research Centre of the Finnish Research Institute, Researcher at the Department of Forestry, TTS Institute, Planning officer at Metsähallitus, Savonlinna, and Professor of Wood Science at the Joensuu Research Centre of the Finnish Forest Research Institute.
ABSTRACT
In the future, the building industries will need predictable, homogeneous and cost-competitive wood products with structural safety in increasing quantity and quality. This can be provided by, e.g., breaking solid wood and reconstructing the structure in a way that the degrading influence of knots, cracks, decay and other natural irregularities in wood will be eliminated. Beams, panels or boards made by this principle are called the engineered wood products (EWP). The purpose of this study was to investigate the possibilities to utilize small-diameter Scots pine and birch timber for production of EWPs that are reconstituted of strands. The wood technological characteristics of the tree species used in these products worldwide were studied based on the literature, and the findings were compared to the characteristics of domestic woods. In addition, test specimens were manufactured from domestic raw materials of Scots pine and birch species, and tested in order to examine the differences between woods from young trees from the first commercial thinnings and top sections of mature trees from final cuttings as a raw material. According to the literature review, the average basic density and, consequently, many mechanical properties of pine and birch grown in Finland do not markedly differ from those of the numerous foreign species used for EWPs. The empirical tests indicated that beams (air-dry density ca. 620-800 kgm-3) with relatively auspicious static stiffness (ca. 6000-8500 MPa) and bending strength (ca. 32-42 MPa) could be manufactured from timber equal to or smaller than pulpwood in diameter.
Keywords: Betula sp., building, construction, density, EWP, Pinus sylvestris, small-diameter timber, stiffness, strength, Finland.
INTRODUCTION
In Finland most of the small-diameter timber is used by the pulp and paper industries. There is also a governmentally subsidized objective to increase the use of wood for energy production. In addition, some small-diameter timber is used for sawing, in which case the raw material is referred to as small-sized logs. Their minimum top diameter ranges typically from 9 to 14 centimeters and length from 2.6 to 4.6 meters. Small-sized logs are obtained both from thinnings and from the top sections of larger trees. Softwood lumber from small-sized logs is targeted, in the first hand, for furniture manufacturing, glued laminated beams and boards, DIY-products, as well as house-yard building such as fences, decks, gazebos, sheds etc. (see: [34, 29, 36]). However, a great proportion of this lumber ends up to construction and packaging purposes due to its specific features in wood quality. Lumber obtained from small-diameter birch logs, on the other hand, is predominantly used in furniture and floorings [14, 19].
Due to the pronounced influence of stem form defects in the sawing process, the volumetric consumption of small-sized logs is high per unit volume of lumber in comparison to that of conventional logs, ca. 2.6 to 3.4 vs. 2.1 to 2.3 m3 of logs per one m3 of square-sawn lumber (e.g., [11, 37]). The sawn wood obtained from small-sized logs is predominantly sound-knotted, whereas the proportions of knot-free and dead-knotted sawn wood are smaller than in conventional logs (Scots pine, see: [11, 5, 17, 37]; birch, see: [14, 19]).
The conventional softwood lumber has some negative features from the viewpoint of the construction industries. On the one hand, the percentage of reject at building sites is considerable; only ca. 70-80% of the lumber delivered to the site ends up to the ready-made house. On the other hand, lumber always contains different kinds of defects that decrease the stiffness and strength and, therefore, increase the computational safety factors. These defects include, e.g., knots, cracks, decay, reaction wood, divergent grain orientation and wane. Therefore, the strength-weight ratio or the strength-dimension ratio of lumber is relatively poor in comparison to the competing materials such as steel and concrete.
Engineered wood products (EWP) consist of wood veneers, strands, flakes, chips or fibers bonded together by an adhesive. The reason for manufacturing EWP's is to obtain more predictable and homogenous wooden structures by chopping and evenly distributing the natural defects of wood throughout the product. This enables lighter and more graceful structures, longer spans and smaller safety factors in design values. Thus, the same volume of raw material provides more stiffness and strength in EWP's compared to the solid wood structures. In general, EWP's are partly competing against and partly complementary for traditional solid wood, metal or concrete-made construction materials. Most of the currently produced EWP's are either made of large logs, e.g., plywood, laminated veneer lumber (LVL), glued laminated beams, or their processing residues, e.g., medium density fiberboard (MDF) and particleboards. Still, some EWP's can be made of small-diameter timber or even wood waste (e.g., [20, 28]). These include at least oriented strand board (OSB), oriented strand lumber (OSL) and laminated strand lumber (LSL).
The purpose of this study was to determine the technical suitability of small-diameter Scots pine (Pinus sylvestris) and birch (Betula pendula, B. pubescens) timbers for selected EWP's on the behalf of their wood properties. Both timbers obtained from the first-thinning stands and the top sections of mature trees were studied.
MATERIALS AND METHODS
Tree species currently used in manufacturing OSB and LSL were mapped, and the values of their average basic density (kgm-3) were searched from the literature and compared with those of small-sized timber of Scots pine and birch. Results on the density of small-sized Scots pine and birch wood in Finland have been published by [16, 31, 12, 13, 33].
In addition to the literature survey, empirical tests were made in collaboration of the Finnish Forest Research Institute and the Kymenlaakso Polytechnic, Laboratory of Wood Technology. Here, strand-made specimens from different wood raw materials were manufactured and tested in static bending, water absorption tests and dimensional swelling tests. The raw material strata studied were:
Samples of timber were gained for the empirical tests from South-eastern Finland. Table 1 presents the key characteristics of the thinning stands. The pine stand was a monoculture, whereas the birch trees originated from a mixed stand of Norway spruce (Picea abies) and birch. The sample trees represented the real commercial thinning removal, and were felled according to the principle of selective thinning from below. The mature Scots pine trees were cut from a dry heath. Both large butt logs and small-diameter top sections were obtained from the same trees. The small-diameter birch top sections originated from mature trees grown on a fresh heath. The age of the mature pine and birch trees were ca. 90 and 80 years, respectively.
Table 1. Mean characteristics of the thinning stands.
| Scots pine | Birch | ||
| Site class | |||
| Dryish heath | Vaccinium-myrtillus | transformed drained peatland | |
| Scots pine | Birch | Norway spruce | |
| Basal area, m2ha-1 | 21 | 13 | 14 |
| Dbh, cm | 16 | 13 | 12 |
| Heigth, m | 13 | 16 | 11 |
| Age, a | 40 | 35 | 30 |
In total, the volume of each raw material lot was ca. 0.2 m3, except for Scots pine thinning wood (stratum 1), which comprised 0.5 m3 (two strand thicknesses used in the tests on that stratum). The knot-free sapwood of pine (stratum 3) was obtained from two butt logs by sawing them in a way resulting to all heartwood remaining in the cant that was excluded from the test material. The small-diameter bolts as well as the sapwood slabs were debarked manually approximately one week after felling the trees. Debarking was finished using a pressure cleaner. Thus, unnecessary deviations in the test results caused by bark were avoided. Sample discs were crosscut from all bolts for determining their moisture content and basic density.
After debarking, the different raw materials were separately stranded using a Wigo laboratory-scale stranding machine. The nominal strand dimensions were similar to those used for oriented strand board, length ca. 100 mm, width 10-30 mm (all strata), and thickness 1.0 mm (strata 1-5) or 0.5 mm (stratum 1). The strands originating from different wood materials were kept separate during all phases of the process. The strands were dried in a laboratory oven to achieve the target moisture content of three per cent, and lightly screened in order to reduce the fines content of the strand material. Ca. 10% from the original strand mass was screened off as fines. The strand dimensions were measured from a random sample of 30 strands per stratum. The slenderness ratio, i.e., the ratio between the strand length and thickness, was calculated for each stratum separately.
The strands were placed in a gluing drum and phenol-formaldehyde resin Exter 4566 was sprayed on them. This particular adhesive is usually used in gluing LVL-veneers, but after some preliminary tests, it turned out to perform relatively well also for strand-made specimens. The composition of the glue was as follows:
| Phenol-formaldehyde (dry-matter content 47%) | 100 weight units |
| K2CO3-hardener (dry-matter content 25%) | 4 weight units |
Similar amounts of glue were applied for all strata, 8% of dry glue (g) per dry wood (g). After gluing, the glue-covered strands were placed in a 1000 x 500 mm mold made of particleboard, with an underlayment of an aluminum plate. A plastic tube was used in orienting the strands during the scattering. Before the actual pressing, the mold was removed. The pressing temperature and time were 150°C and 13 minutes, respectively, the pressing schedule being presented in Table 2. The press used was a hydraulic water-heated Becker van Hüllen -press originally designed for pressing plywood.
Table 2. The pressing schedule for the targeted density classes as a function of time.
| Press stage, min | Targeted density | |
| 600 kgm-3 | 760 kgm-3 | |
| Pressure, MPa | ||
| 0.00 - 5.00 | 3.1 | 3.8 |
| 5.00 - 9.00 | 1.9 | 2.5 |
| 9.00 - 12.00 | 0.8 | 1.3 |
| 12.00 - 12.30 | 0.4 | 0.4 |
| 12.30 - 13.00 | 0.0 | 0.0 |
Four boards were manufactured from each raw material stratum, including two strand-thicknesses in stratum 1, thus totaling 24 boards. Two different target densities were specified for the boards, 600 kgm-3 for the small-diameter pine (strata 1 and 2) and 760 kgm-3 for the other strata (birch raw materials and pine sapwood). These were derived from the average densities of solid wood material measured from the sample discs. After pressing, the 25-mm-thick boards were edge-cut into dimensions of 900 x 450 mm using a circular saw, and placed for conditioning according to the conventional test standard (T = 20°C, RH = 65%). After conditioning, the boards were sawn into the dimensions of test specimens as follows:
The air-dry density ñ12 (kgm-3) as well as the modulus of elasticity MOE (MPa) and the modulus of rupture MOR (MPa) in four-point bending were measured from all bending test specimens. In addition, the moisture content MC was measured from one conditioned bending test specimen per board. The air-dry densities were determined for each specimen on the basis of the dimensions and mass. Finally, the swelling test specimens were sank in water for 24 hours, after which their dimensions and mass were measured again. The water absorptions, as well as the dimensional swelling characteristics were calculated on the basis of the two measurements.
The static bending tests were made in accordance with the standard EN 408 [9]. The results were studied both graphically and by linear regression. The following pre-assumptions were set on the results:
The test hypotheses were formulated in accordance with the pre-assumptions and tested using Mann-Whitney U-test, H0 being: no statistical difference occurs between the populations of the groups in comparison.
RESULTS AND DISCUSSION
Wood Density Survey
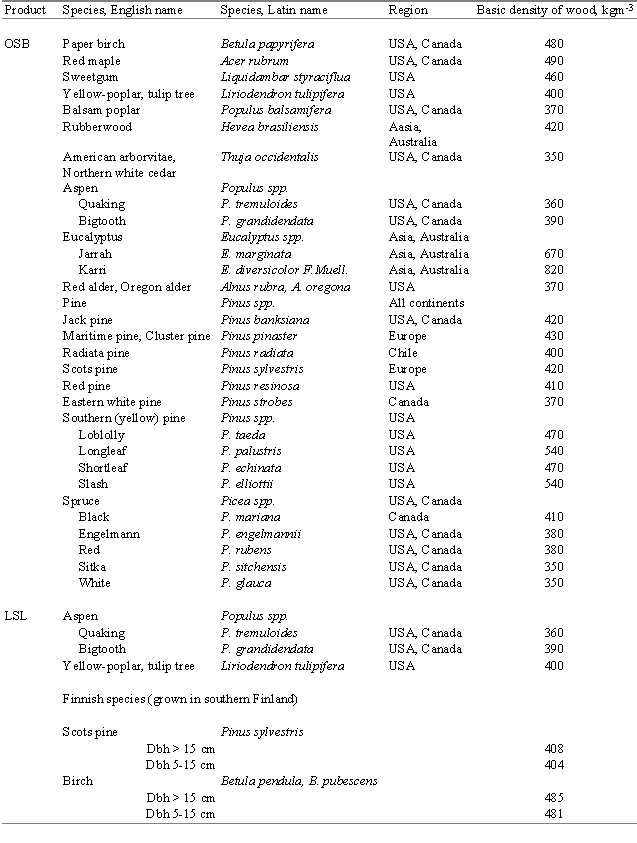
Ca. 30 tree species are used in the production of LSL, OSB and PSL worldwide (Table 3). OSB, being the most important of the strand-made EWP's, covers most of these species. In North America, OSB is predominantly made of aspens and poplars, southern pines, spruces, paper birch, red maple, sweetgum and tulip tree. However, these species are rarely used alone, usually a proper mixture of species is blended in order to get the wanted properties or price to the product. From the viewpoint of wood density, the only clearly distinctive species used in OSB are the eucalypts that are relatively dense in comparison to the other species used. In Europe, both Scots pine and Maritime pine are used in OSB. For poplars, Peters et al. [26] studied the properties of their hybrids (Populus trichocarpa x P. deltoides, P. trichocarpa x P. nigra, P. trichocarpa x P. maximoviczii) as raw materials for OSB. The mechanical performance of boards made of hybrid poplar was poorer than that of boards made of native aspen.
The comparisons of the average basic density between the species used in the production of OSB and LSL, and the Finnish small-diameter pine and birch showed no considerable differences, excluding eucalypt species. According to this evaluation, no hindrances occur for production of EWP's similar to OSB or LSL from Scots pine or birch. However, there are other properties that may influence the suitability of these species for EWP's. These include e.g., the mechanical performance and properties related with gluing, such as surface characteristics and permeability.
Laboratory Tests
The strand dimensions deviated to some extent from the targeted, being, on average, 0.52 mm and 0.8 mm in the target thickness classes of 0.5 and 1.0 mm, respectively. The largest dimensional deviations were in strands made of thinning birch, whereas the largest proportion of deformed strands was found in strands made of birch top sections. This may be due to the large sound knots in the top sections of birch trees, which impeded their stranding. The average strand dimensions as well as the slenderness ratios are presented in Table 4. Post [27] and Suchsland [30] reported that the bending strength of a strand-made product increases along with the average slenderness (length/thickness) ratio of the strands. Wang & Lam [38], who studied flakeboards made of 5-10-cm-long strands, found an asymptotic relationship between the slenderness ratio and bending strength, so that the highest strength was obtained with the slenderness ratio value of 133. In this study the average slenderness ratio of the strands was exactly the same in the reference group (stratum 3). Since the strand dimensions were measured from a relatively small sample of 30 strands per stratum instead of specimen-specific measurements, the relationship between the slenderness ratio and bending properties could not be determined more comprehensively.
The MC of conditioned boards varied between 11.3 and 11.9 per cent. Table 5 presents the results on air-dry density (ñ12), water absorption and swelling. Density of an individual specimen varied relatively much along with the lateral and longitudinal location in the board. However, no systematics was observed in this variation. The within-stratum difference in the air-dry density varied from 125 kgm-3 to as high as 275 kgm-3. Obviously, the manual strand alignment did not provide as homogeneous boards as expected. On average, the board densities were, however, relatively close to the targeted densities of 600 kgm-3 and 760 kgm-3.
The average water absorption of the specimens was ca. 20 percentage units smaller in strata 3, 4 and 5 in comparison to strata 1 and 2. In addition, the water absorption decreased along with the increasing air-dry density. There were no differences of practical relevance between the separate strata. Therefore, only the results of stratum 4 are illustrated in Figure 1 as an example.
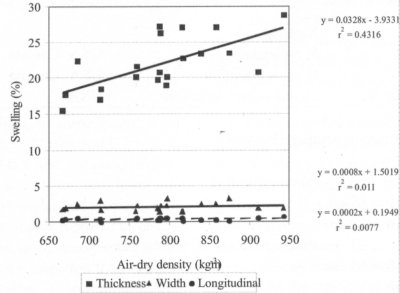
Linville [21] observed that the thickness swelling of strand-made boards increased in relation to the increment of board density. This was observed in this study as well, whereas the longitudinal and width swellings were not influenced by changes in the specimen density (Figure 2). Again, no significant differences were observed between the strata, and therefore only the results of stratum 4 are presented here.
A summary of the bending test results is presented in Table 6. The dependence of the MOE and MOR on the air-dry density of the specimen was studied using linear regression (Figures 3-6). Both MOE and MOR increased systematically along with the air-dry density, irrespectively of the stratum. However, the correlation coefficient between the air-dry density and MOE of specimens made of birch strands was distinctively low (Figure 5). Within the density class of 760 kgm-3 the best stiffness and strength values were observed for pine sapwood.
Table 3. Averages of the basic density for tree species used in the production of OSB, LSL and PSL worldwide [32, 35, 22, 25, 10, 15]. For the Finnish species we refer to [12].
Table 4. Means (and standard deviations) of the strand dimensions and the slenderness ratio, i.e., the ratio between strand length and thickness, measured from a random sample of 30 strands per stratum.
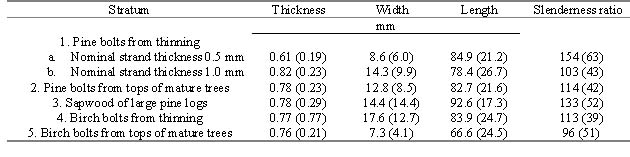
Table 5. Means (and standard deviations) of air-dry density ñ12, water absorption (from 12% MC to wet) and thickness (T), width (W) and longitudinal (L) swellings measured from a sample of 20 test specimens per stratum.
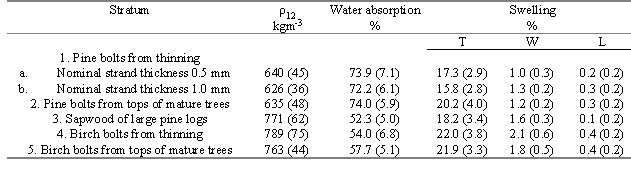
Figure 1. The relationship between water absorption and air-dry density in specimens made of thinning birch.
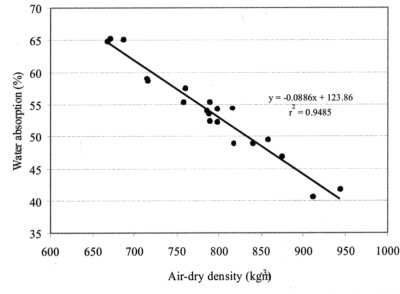
Figure 2. The relationship between dimensional swelling characteristics and air-dry density of specimens made of thinning birch.
This observation supported the hypothesis of the knot-free sapwood being the closest to an ideal raw material for this kind of product. On the other hand, also the strand dimensions, including the slenderness ratio, in stratum 3 were the most favorable for good bending test results (see: Table 4). Within the density class of 600 kgm-3, the specimens made of pine thinning wood with nominal strand thickness of 1.0 mm had the lowest stiffness and strength values, the differences, however, being small. Generally, the between-stratum differences in both MOR and MOE were clearly more obvious within the density class of 760 kgm-3 in comparison to the density class of 600 kgm-3. This observation was predominantly caused by the superior test results obtained in the reference group, stratum 3, whereas the between-stratum differences of the specimens made of small-diameter raw materials were not as evident.
According to the Mann-Whitney U-tests, the between-stratum differences in MOR and MOE were mainly significant (Table 7). In the case of the air-dry density, on the other hand, the between-stratum differences within the density classes of 600 kgm-3 and 760 kgm-3 were insignificant. There were no significant differences in the bending properties between the specimens made of pine thinning wood and top sections of mature pine trees. Furthermore, the strand thickness did not markedly influence the bending properties of pine thinning wood.
In the case of the birch-made specimens, all bending test results obtained using thinning wood were slightly higher than those obtained using top sections of mature trees. This may be due to the large sound knots that complicated the stranding process of the top bolts.
Table 6. Summary of the results from the static bending tests on the 25 mm x 50 mm specimens. Number of the specimens was either 15 or 16 in all strata.
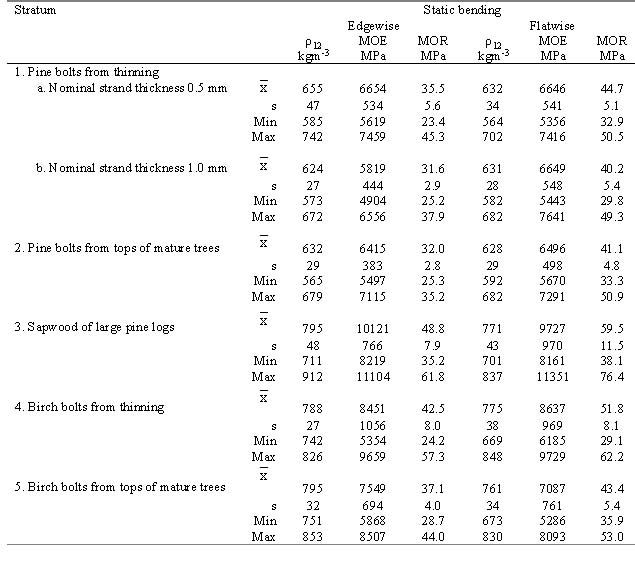
Figure 3. The dependence of MOR on the air-dry density of the specimen in edgewise static bending by stratum.
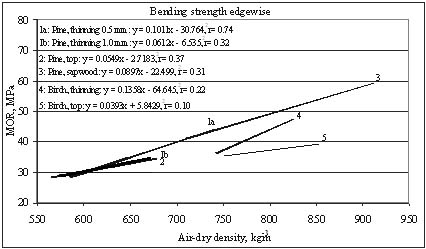
Figure 4. The dependence of MOR on the air-dry density of the specimen in flatwise static bending by stratum.
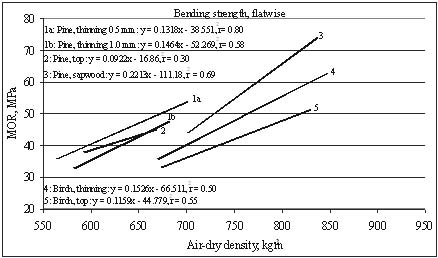
Figure 5. The dependence of MOE on the air-dry density of the specimen in edgewise static bending by stratum.
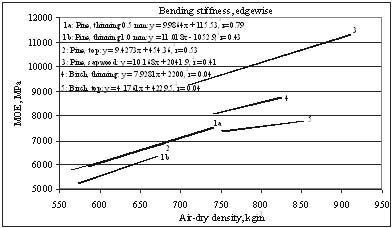
Figure 6. The dependence of MOE on the air-dry density of the specimen in flatwise static bending by stratum.
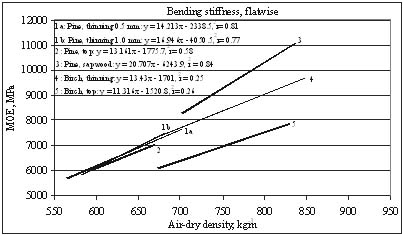
Table 7. The results of the pairwise Mann-Whitney U-tests on MOE, MOR and ñ12 in edgewise and flatwise bending at 5% risk level.
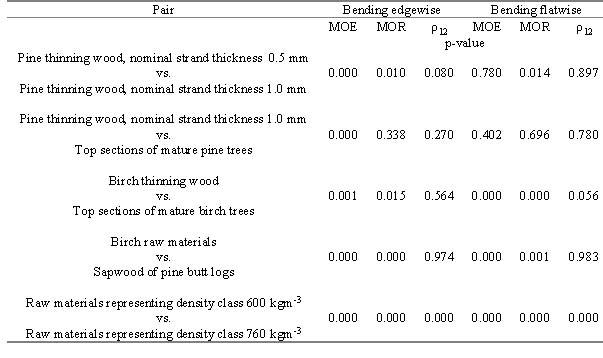
Since the mass of the adhesive in relation to the mass of the strands was equal in all strata, a smaller amount of adhesive was used per volume and area when gluing the 0.5-mm-thick strands than in the case of 1.0-mm-thick strands. In addition, the time needed for aligning the thinner strands was longer than that of thicker strands, which resulted in slightly too much dried glue before the actual pressing stage. These factors were suspected to influence negatively the bending test results. Still, the results were significantly better for the specimens made of thinner strands, the only exception being for stiffness in flatwise bending test. Due to the relatively small material available in this study, this finding requires more validation. However, similar observations were published earlier for particleboard [18, 27]. Even if the thinner strands seem to provide a better mechanical performance, decreasing thickness in production environment is restricted since thin strands tend to break easily [23].
The bending strength of strand-made beams increases systematically along the strand-length increment up to the length of ca. 15 cm [23]. Above that, the bending properties are not essentially dependent on the length and width of the strands. This finding is based on studies made with three different nominal strand lengths (10, 20 and 30 cm) and widths (1.25, 1.9 and 2.5 cm). In the case of more than 15-cm long raw material strands, the principal factors affecting the mechanical properties of the products are density [23, 6], strand-uniformity [3, 24] and the orientation of the strands [1, 2, 4, 23, 7, 8, 39, 40]. The strand length, on the other hand, mainly determines the success of the orientation.
CONCLUSIONS
The results of this study indicated that, from the wood technological point of view, there are no obvious reasons why small-diameter Scots pine or birch timber could not be used in strand-made EWP's in Finland. However, the material available for this study was inadequate for generalizations. Due to the considerable variations in the strand dimensions and the density of the specimen within and between the studied strata, the results of the bending tests showed large deviations. The first task in the further tests is to reduce this variation. On the other hand, the dimensional swelling characteristics did not differ markedly between the strata. It seems that products similar in the structure to the specimens prepared in this study would be comparable, and perhaps after some development work even superior to conventional structural lumber, in terms of stiffness and strength. Still, the thickness swelling, as typical to the strand-made products, is manifold higher than that of solid lumber.
AUTHOR CONTACT
Henrik Herajärvi can be contacted by email at --
henrik.herajarvi@metla.fi
REFERENCES
[1] Barnes, D. 2001. A model of the effect of strand length and strand thickness on the strength properties of oriented wood composites. For. Prod. J. 51(2): 36-46.
[2] Barnes, D. 2002a. A model of the effect of strand angle and grain angle on the strength properties of veneer and strand wood composites. For. Prod. J. 52(4): 39-47.
[3] Barnes, D. 2002b. A model of the effect of fines content on the strength properties of oriented strand composites. For. Prod. J. 52(5): 55-60.
[4] Barnes, D. 2002c. Orientation of OSB and particleboard strands for high-strength oriented strand lumber and panel products. For. Prod. J. 52(9): 31-39.
[5] Boren, H. 2001. Factors affecting the knottiness, twisting and mechanical properties of pith enclosed round and sawn timber of Scots pine (Pinus sylvestris) and Norway spruce (Picea abies) from thinnings in Southern Finland. Finnish For. Res. Inst., Res. Pap. 807. 164 pp.
[6] Bozo, A.M. 2002. Spatial variation of wood composites. Ph.D. thesis. Washington State University, Department of Civil and Environmental Engineering. 284 pp.
[7] Cabangon, R.J., R.B Cunningham and P.D. Evans, 2002. Manual strand orientation as a means of improving the flexural properties of wood-wool cement boards in the Philippines. For. Prod. J. 52(4): 53-59.
[8] Cates, P.J. 2002. Dowel bearing strength and bolted connection behavior of oriented strand lumber. M.Sc. thesis. Washington State University, Department of Civil and Environmental Engineering. 220 pp.
[9] EN 408. 1995. Timber structures - Structural timber and glued laminated timber - Determination of some physical and mechanical properties. 19 pp.
[10] Forest Products Laboratory. 1999. Wood Handbook _ Wood as an engineering material. Gen. Tech. Rep. FPL-GTP-113, Madison, WI: US Department of Agriculture, Forest Service, Forest Products Laboratory. 463 pp.
[11] Hakala, H. 1992. Mäntytukkien sahauksen järeyden mukainen taloudellinen tulos ja siihen vaikuttavia tekijöitä. [Financial result of sawing pine logs as influenced by top diameter and other associated factors]. Acta For. Fenn. 226. 74 pp. (in Finnish).
[12] Hakkila, P. 1979. Wood density survey and dry weight tables for pine, spruce and birch stems in Finland. Comm. Inst. For. Fenn. 96(3): 1-59.
[13] Hakkila, P., H. Kalaja and P. Saranpää, 1995. Etelä-Suomen ensiharvennusmänniköt kuitu- ja energialähteenä. [First thinning stands of Scots pine in Southern Finland as a source of wood fiber and energy]. Finnish For. Res. Inst., Res. Pap. 582. 93 pp. + App. (in Finnish).
[14] Heräjärvi, H. 2002. Properties of birch (Betula pendula, B. pubescens) for sawmilling and further processing in Finland. Finnish For. Res. Inst., Res. Pap. 871. 52 pp. + App.
[15] ICBO. 2000. Evaluation Service Inc., Evaluation Report ER-4979. Structural composite lumber; TJ-strand™, Rim board; and Spacemaker™ trusses. 13 pp.
[16] Jalava, M. 1945. Suomalaisen männyn, kuusen, koivun ja haavan lujuusominaisuuksista. [Strength properties of Finnish pine, spruce, birch and aspen]. Comm. Inst. For. Fenn. 33 (3): 1-66. (n Finnish).
[17] Jouhiaho, A. and J. Uusitalo, 2001. Ensiharvennusmännyn oksaisuuslaatu Pohjois-Karjalan alueella. [Quality of Scots pine from first thinnings for knottiness in the district of North Carelia, Eastern Finland]. University of Joensuu, Faculty of Forestry, Res. Note 130. 39 pp. (n Finnish).
[18] Klauditz, W. 1957. Entwicklung und Stand der Holzspanplattenherstellung. [Development and status of particleboard manufacturing]. Holz-Zentralblatt 83: 87-91. (in German).
[19] Lehtimäki, J., H. Heräjärvi and E. Verkasalo, 2002. Harvennuskoivu sahauksessa ja jatkojalostuksessa. [Birch from thinnngs in sawmilling and further processing]. In: Riekkinen, M. and E.Verkasalo, [Eds.]. Itä-Suomen puunlaatu ja käyttö, Tutkimuspäivä Kuopiossa 23.10.2001. Finnish For. Res. Inst., Res. Pap. 855: 23-37. (in Finnish).
[20] Lewis, W.C. 1971. Board materials from wood residues. U.S.D.A. Forest Service, Research Note FPL-045. 11 pp.
[21] Linville, J.D. 2000. The influence of a horizontal density distribution on moisture-related mechanical degradation of oriented strand composites. M.Sc. thesis. Washington State University, Department of Civil and Environmental Engineering. 121 pp.
[22] Lowood, J. 1997. Oriented Strand Board and Waferboard. In: Smulski, S. [Ed.] Engineered Wood Products: A guide for specifiers, designers and users: 147-172. PFS Research Foundation, Madison, Wisconsin.
[23] Meyers, K.L. 2001. Impact of geometry and orientation on mechanical properties of strand composites. M.Sc. thesis. Washington State University, Department of Civil and Environmental Engineering. 116 pp.
[24] Moriarty, C.J. 2002. The effect of lab-made flakes on physical and mechanical property variability of laboratory flakeboard. For. Prod. J. 52(2): 69-73.
[25] Nelson, S. 1997. Structural Composite Lumber. In: Smulski, S. [Ed.]. Engineered Wood Products: A guide for specifiers, designers and users: 123-145. PFS Research Foundation, Madison, Wisconsin.
[26] Peters, J.J., D.A. Bender, M.P. Wolcott and J.D. Johnson, 2002. Selected properties of hybrid poplar clear wood and composite panels. For. Prod. J. 52(5): 45-54.
[27] Post, P.W. 1958. Effect of Particle Geometry and Resin Content on Bending Strength of Oak Flake Board. For. Prod. J. October: 317-322.
[28] Smulski, S. 1997. [Ed.]. Engineered Wood Products, A guide for specifiers, designers and users. PFS Research Foundation, Madison, Wisconsin. 294 pp. + App.
[29] Stöd, R. 2002. Ensiharvennusmänniköiden ja -kuusikoiden teknillinen laatu sahauksessa. [Technical quality of first-thinning stands of Scots pine and Norway spruce for sawmilling]. In: Riekkinen, M. and E. Verkasalo [Eds.]. Itä-Suomen puunlaatu ja käyttö. Tutkimuspäivä Kuopiossa 23.10.2001. Finnish For. Res. Inst., Res. Pap. 855: 67-72. (in Finnish).
[30] Suchsland, O. 1968. Particle-board from southern pine. Southern Lumberman. December 1968: 139-144.
[31] Uusvaara, O. 1974. Wood quality in plantation-grown Scots pine. Comm. Inst. For. Fenn. 80(2): 1-105.
[32] Verkasalo, E. 1990. Koivu ja haapa mekaanisen metsäteollisuuden raaka-aineena Yhdysvalloissa. [Birch and aspen as raw material for mechanical forest industries in the United States]. Finnish For. Res. Inst., Res. Pap. 367. 93 pp. (in Finnish).
[33] Verkasalo, E. 1998. Raudus- ja hieskoivun laatu puuaineen tiheyden perusteella arvioituna. [Quality of silver and white birch for wood density]. In: Niemistö, P. and T. Väärä [Eds.] Rauduskoivu tänään _ ja tulevaisuudessa. Tutkimuspäivä Tampereella 12.3.1997. Finnish For. Res. Inst., Res. Pap. 668: 127-140. (in Finnish).
[34] Verkasalo, E. 2001. Havupienpuun käytön uudet haasteet. [Novel challenges of utilising small-diameter softwoods]. In: Riekkinen, M., T. Kärki and E. Verkasalo [Eds.]. Pienpuun käytön uudet haasteet. Seminaaripäivän esitelmät. Finnish For. Res. Inst., Res. Pap. 823: 7-16. (in Finnish).
[35] Wagenführ, R. 1996. Holzatlas. [Wood Atlas]. 4. neubearb. Aufl., Fachbuchverlag, Leipzig. 688 pp. (in German).
[36] Wall, T. 2002. Havupienpuun käytön haasteet ja harvennusmännyn sahaus. [Challenges of utilising small-diameter softwoods and sawmilling of Scots pine from thinnings]. In: Riekkinen, M. and E. Verkasalo [Eds.] Itä-Suomen puunlaatu ja käyttö. Tutkimuspäivä Kuopiossa 23.10.2001. Finnish For. Res. Inst., Res. Pap. 855: 57-65. (in Finnish).
[37] Wall, T., J. Fröblom, A. Heikkilä, H. Kilpeläinen, J. Lindblad, T. Song, R. Stöd, and E. Verkasalo, 2003. Harvennusmännyn hankinnan ja sahauksen kehittäminen. Wood Wisdom 1998-2001 tutkimusohjelman yhteistutkimuskonsortion loppuraportti. [Development of procurement and sawmilling of Scots pine from thinnings. Final report of the joint-research consortium in the Wood Wisdom Research Programme 1998-2001]. Finnish For. Res. Inst., Res. Pap. In print. (in Finnish).
[38] Wang, K. and F. Lam, 1999. Quadratic RSM models of processing parameters for three layer oriented flakeboard. Wood Fiber Sci. 31(2): 173-186.
[39] Xu, W. 2002. How to analyse strand alignment of oriented strandboard. For. Prod. J. 52(4): 48-52.
[40] Yadama, V. 2002. Characterization and modeling of oriented strand composites. Ph.D. thesis. Washington State University, Department of Civil and Environmental Engineering. 208 pp.