Vol. 15 No. 2, March 2004
Antti Asikainen
Finnish Forest Research Institute
Joensuu, Finland
The author is Professor at the Joensuu Research Centre of the Finnish Forest Research Institute.
ABSTRACT
The concept of integration is understood as a means for more cost effective solutions in the harvesting and transport of forest products. Harvesting of several assortments simultaneously or accomplishing several tasks at the same time and/or with a single machine are assumed to increase overall productivity. Integration of industrial roundwood and energy wood harvesting is an example, where a multitude of solutions based on integration have been proposed, introduced and tested. In some cases integration has given clear cost savings and simplified operations. There are, however, a large number of experiments, where integration has led to complex and expensive technological solutions, imbalance between machine elements or stages of the harvesting system and overall increase of expenses. In this paper, the concept of integration in wood harvesting in general and in thinnings, in particular, is described and discussed. A number of successful and unsuccessful integration cases are analysed. Finally, features of successful integration concepts are sketched.
Keywords: integration, wood harvesting, thinning, energy wood harvesting, Finland.
INTRODUCTION
A variety of approaches have been introduced and tested to improve the efficiency of forest operations. The development of machinery, work methods and also product properties e.g. compressing of residues into cylindrical logs or only partial delimbing of stems, have increased the productivity and enhanced the cost efficiency of wood harvesting and other forest work. A large number of machine and method development projects have been executed under the concept of integration to produce cost effective solutions in the harvesting and transport of forest products. Harvesting of several assortments simultaneously or accomplishing several tasks at the same time and/or with a single machine are examples of integration.
In the Nordic countries the integration of energy wood harvesting with timber supply has been a field, where a large set of examples can be found [1, 6, 8, 18]. The Finnish Bioenergy Technology Programme (1993-1998) lists 36 research, development and pilot projects under the concept of Integrated Methods [15]. In roundwood harvesting, the integration of cutting and forwarding has brought a new machine concept, a combination of a harvester and a forwarder known as `harwarder' [9]. Furthermore, a machine for soil preparation and forwarding of logging residues has been introduced [10,11]. A study about an integrated residue bundler and a roundwood harvester represents a concept analysis of an integrated solution that currently exists only as a concept [7]. However, the definition of an integration concept has varied widely in the projects.
This paper defines the concept of integration and reviews a set of projects where it has been implemented to improve efficiency and reduce costs. Finally, both commonly found shortcomings of integration and features of successful integration projects are presented.
EXAMPLES OF INTEGRATION SOLUTIONS
Objectives and Concepts of Integration
Cost savings in operations are the main objective of integration. Integration enables the simplified management of operations, as it allows for fewer machines in comparison to separately conducted operations. An example of this is a combi machine for the cutting and forwarding of timber.
When the size of a work site is comparatively small and distances between sites are quite substantial, translocation of machinery consumes a large part of the machines total work time. When one machine undertakes several tasks on a site, less time is used for translocation than in systems where two or more machines are required to accomplish the work.
When two or more products use the same supply chain, additional savings can be obtained in the management of operations. A new product can use existing managerial structures i.e. harvesting and transport operation management systems. The supply of compacted residue rolls for fuel uses the same supply chain (forwarders, timber trucks) as industrial roundwood. It forms an additional timber assortment in the supply chain. Another example of integration at the logging system level was the attempt to use whole tree skidding and processing of trees to assortments at the roadside with a single grip harvester. This was done in order to extract both roundwood and forest residues to roadside with the same operation [18]. Felling was carried out by a harvester and skidding by a forwarder equipped with a clam bunk. This approach was studied also in field conditions and a comprehensive system analysis was conducted. Although results suggested that this approach was cost effective at stands near forest roads, it has not become widely used in Finland.
Four examples of integrated systems are investigated in detail in this chapter: 1. Chip harvester for early thinnings; 2. two combi machine concepts; 3. forwarder scarifier for forwarding of logging residues and soil preparation; 4. compacted residue logs as a means for integration of supply chains.
Chip Harvester
A chip harvester is an in-woods chipper that is equipped with a felling head [18]. The basic premise was to create a machine unit that can do all the work phases of forest chip production in early thinnings. Contrary to chippers built on a forwarder base, chip harvesters use a purpose built base machine designed for chip harvesting [17]. The objective of the project was to develop a chip harvester that was able to perform the following tasks:
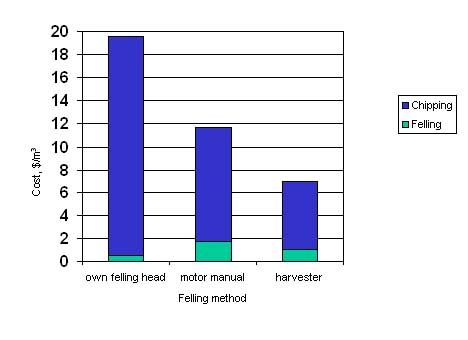
A work-study was conducted to test the prototype and compare alternative work methods of the chip harvester. Among others, different felling options were compared. The felling of the trees was done by the felling head of the chip harvester, by a single grip harvester or by a chain saw [18]. Results of the study are shown in Figure 1. When the integrated felling head was used, the felling cost was lowest while motor manual felling gave the highest cost. Chipping costs, however, became the highest when the integrated felling device was employed. This resulted from the fact that the chipper was idling a large part of the work time because the integrated felling head was not able to feed it sufficiently. The overall costs were lowest with a separate harvester doing the felling; the difference between motor manual felling and harvester felling was related to the feeding of raw material: the harvester piled the timber into larger stacks near the forwarding trail thereby making it easier for the feeding of the chipper. Manually cut trees were stacked into smaller piles that were scattered between the forwarding trails.
This example illustrates a typical problem associated with machines that accomplish several work tasks: A machine starts to resemble a system of machines, where imbalance between elements in the supply chain results in other parts of the system being idle. As a result, total productivity of the machine decreases and costs increase.
Figure 1. Cost of felling and chipping [18].
Combi Machines
Nordic cut-to-length combi machines for cutting and forwarding of timber were introduced in the 1990's. The same principle had been introduced earlier in North America for shortwood harvesting. Here two alternate combi machine concepts are examined at the conceptual level: Valmet Combi and Ponsse Dual. Valmet Combi is a full combi machine that uses a harvester as a base machine. It has a turning cabin and it is equipped with a load space and a combi head that can undertake both cutting and loading of timber. Ponsse Dual uses a forwarder as a base machine. It has two interchangeable heads for the crane: normal harvester head for cutting the timber and a grapple for loading the timber.
To illustrate the differences between the combi machines and a conventional two-machine system consisting of a single grip harvester and a forwarder, simple conceptual calculations were made. The purchase prices of machines (obtained from Partek Forest's and Ponssle Ltd.'s sales department, excluding VAT) and respective costs per operating hour were: Ponsse Dual 422,928 US$, 82 US$/E15-h; Valmet Combi 460,522 US$, 85 US$/E15-h; Single grip harvester 460,522 US$, 85 US$/E15-h, Forwarder 317,196 US$, 62 US$/E15-h. Hourly costs were calculated with the cost estimation models for forest machines of the Finnish Forest Machine Entrepreneurs' Association.
Productivity (E15-h: including delay times shorter than 15 minutes) for cutting (felling, delimbing, crosscutting) was 3.0 m3/E15-h for stems of 0.02 m3 and 7.5 m3/E15-h for stems of 0.1 m3 (thinning conditions) [12]. Respective cutting productivity for the Valmet Combi and Ponsse Dual were estimated to be 5% lower compared to purpose built machines. Forwarding productivity of a purpose built forwarder and Ponsse Dual was 18 m3/E15-h (extraction distance of 50 m), 17.5 m3/E15-h (100 m), 16.5 m3/E15-h (200 m), 15.5 m3/E15-h (300 m), 14.5 m3/E15-h (400 m) and 13.5 m3/E15-h (500m) [12]. It was assumed that the Valmet Combi had 5% lower forwarding productivity than a standard forwarder due to the lower loading capacity of a combi grapple. Unit costs (US$/m3) of cutting, forwarding and translocation were calculated for different situations in order to compare the performance of two machine system and combi machines.
The combi machines must be able to compensate the impacts of their lower productivity of actual work at the site by having lower translocation costs. In addition, a high hourly cost results in higher costs in the forwarding phase than in the conventional system. Figure 2 shows the cost of logging at the site (translocation costs excluded). Logging costs are cheapest with the two-machine system compared to the combi machines. Note, that impacts of possible system imbalance (forwarder has considerably higher productivity in thinnings with small stem volume than a harvester) are not considered in the calculations.
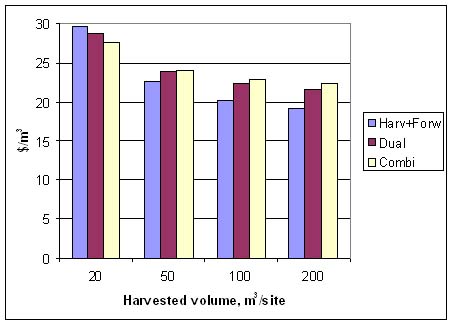
When the translocation costs (117 US$/translocation) are taken into account as well as the time required to change a harvester head to grapple and vice versa (30 min/site [pers. comm. Jari Mononen, Ponsse Ltd.]) causing costs of 41 US$ for Ponsse Dual, combi machines become competitive in stands with small total harvested volume (Figure 3). Again, if the harvested volume increases, the two-machine system becomes more competitive because more time is spent in the harvesting phase. The example of combi machines illustrates the problem of high hourly cost of the machine integrating several functions. These machines thus run with high costs also in the work phases that can be done by a simpler purpose built machine more cost effectively.
Figure 2. Unit costs of cutting and forwarding at the logging site (translocation costs excluded).
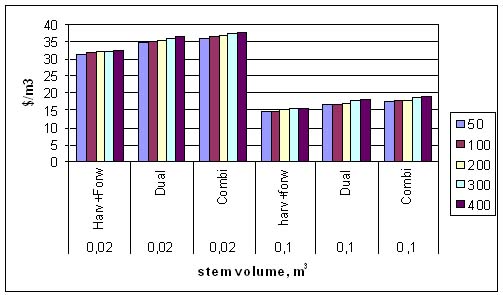
Figure 3. Unit costs of logging (cutting, forwarding and translocation (117 US$/machine) included). Forwarding distance = 300 m, stem volume 0.1 m3.
2.3 Forwarder-Scarifier
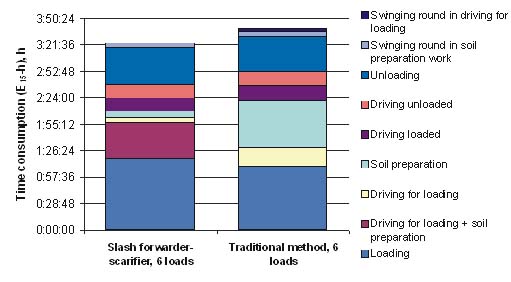
The forwarding of logging residues and soil preparation are usually conducted separately. A new machine concept combining soil preparation with forwarding of logging residues has been introduced in Finland [10] and in Sweden [11]. The machine uses a forwarder as a base machine and is equipped with either scarifier discs or scarifier arms mounted in the front of the forwarder's trailer. Translocation costs of one machine are lower than for two machines. When working at the logging site, the forwarder-scarifier can simultaneously do soil preparation and loading. As a result, total operation time per site decreases (Figure 4) [13].
Figure 4. Cumulative work time distribution of six work cycles (loads) of slash forwarding and scarification in combined work cycle (overlapping scarification and forwarding) and in traditional method (all slash is forwarded first and scarification is conducted after that) [13].
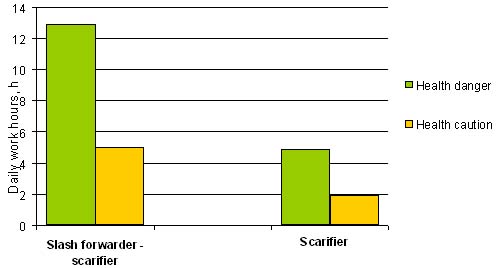
Combining two work cycles also impacts on the whole body vibration of the machine operator. Scarifying alone is extremely difficult work due to a high level of whole body vibrations. According to Laitila et al. [13], combined work cycles allow about 2.5 times longer daily operation without risking the operator's health compared with scarification alone (Figure 5).
Figure 5. Critical values of work day length causing health caution and danger due to whole body vibration in combined slash forwarding scarification and pure scarification [13].
The case of a forwarder scarifier illustrates how integrated work cycles can make the work more interesting and varied. In addition, some tasks can become less straining from an ergonomic point of view. Also in this case, the combi machine is most competitive on small work sites, when translocation costs of two machines form a large part of total cost of the operation [11]. On larger work sites, the traditional solution based on two machines is cheaper, because the combi machine has a higher hourly cost than a forwarder. In addition, its productivity in soil preparation can be slightly lower in comparison to a purpose built scarifier [11].
Compacted Residue Rolls
Harvesting of logging residues has been partially integrated with roundwood harvesting. Cutting of timber on sites where residues will also be harvested, calls for the processing of trees in such a manner that residues fall into heaps. The forwarding of residues is done either by a conventional timber forwarder or with a forwarder with either extended or adjustable load space in order to enable the carrying of greater net loads. Thus, the cutting and forwarding of roundwood and residues are integrated. Because loose residues cannot be transported with timber trucks, specific residue trucks have been designed for their transportation. In many cases, residues are also chipped at the roadside and transported as chips to the power plant. As a result, long distance transportation cannot be integrated with timber transport and the integration of fuel transport into transport control and management system is difficult.
Compaction of residues into cylindrical logs, that can be forwarded by conventional forwarders and trucked by regular timber trucks, enables the complete integration of the supply chains of timber and forest fuels. In this case forest fuels can use the same management systems, transport scheduling and optimisation routines and same transport fleet as timber resulting to low overhead costs (0.94 US$/m3) [16]. It has been estimated that overhead costs for traditional forest fuels in Finland are about 2.35 US$/m3 [4]. Relatively high administration costs result from the fact that whole procurement organisation with its information systems is built only for the harvesting and transport of forest fuels.
When the existing infrastructure created for timber procurement expands to include forest fuels in their operations, only direct costs associated with the management of forest fuels must be assigned to fuel fraction. Forest fuel is thus a timber assortment among others. This markedly reduces overheads. The main source of forest fuel, i.e. logging residues, becomes easily attainable for the company as a by-product of the main operation [2]. To properly market the cleaning of the site to the forest owners, it requires that the process be carried at no charge to the forest owner, which should go a long way to satisfy the owner. The full integration also supports the whole energy production strategy of the company, where energy is produced for its own plants and units [2]. Large industrial users can also comminute the material at plant with electricity driven crushers in very low costs (1.17 US$/MWh) compared with chipping at landing (2.94 US$/MWh) [3, 16].
This example illustrates the case of integration, where two products use the same supply chain. At the operational level, integration also enables improved cooperation between the roundwood and energy wood logging crews and fleet. Current roundwood entrepreneurs can extend their operation to forest fuel harvesting and thus the company can employ proven partners to run the operation [2].
DISCUSSION AND CONCLUSIONS
The integration of many functions on one base machine often impairs the cost efficiency of the machine. A multi function machine becomes more expensive than the purpose built machines. High hourly costs are assigned also to work cycles (such as forwarding in case of harwarders) that can be done by a simpler and less expensive machine. In addition, a machine with multi functions resembles a system of machines, where waiting and blocked times between the machine elements reduce overall productivity of the system. However, sometimes several work elements can be performed simultaneously and this leads to increased overall productivity.
The above-mentioned handicaps must be compensated in the other parts of the work sequence, as the translocation of machinery and in the overheads needed for the management of operations. If work sequences can overlap and several operations can be conducted simultaneously, the efficiency of the machine improves in the actual operation at the site. In addition, translocation of machinery is cheaper when only one machine unit is moved. The importance of translocation increases as the operations sites become smaller and/or translocation distances increase [11].
In this paper full employment was assumed for all machines. If availability of work in a certain organisation or operation area allows full employment of only one combined machine whereas if a two machine system would have fewer hours per year, the situation favours multi function machines.
The integration of supply chains of several forest products (timber, logging residues, stumps etc.) at the organisational level and/or use of same machinery and transport fleet for the supply of materials reduces overhead management costs [5]. Integration of new products in the supply chain also allows the use of transport optimisation designed for mainstream products and offers possibilities to increase the annual employment of the machinery and the transport fleet.
When integrated machines or supply chains are considered, a careful analysis of the impacts of integration at the machine, harvesting system, supply chain and whole organisation levels must be conducted. A detailed pre-feasibility study and prototype testing ensure that premature technologies or uncompetitive solutions do not become burdens for the entrepreneurs using them [7].
AUTHOR CONTACT
Professor Asikainen can be reached at --
Antti.Asikainen@metla.fi
REFERENCES
[1] Asikainen, A. 1995. Discrete-event simulation of mechanized wood-harvesting systems. Dr. Sc. Thesis. Research notes 38. University of Joensuu, Faculty of Forestry. 98 pp.
[2] Asikainen, A. 2001. Design of supply chains for forest fuels. Supply chain management for paper and timber industries. Proceedings of the 2nd Forest Sector, 12-15 August 2001, Växjö, Sweden. pp. 179-190.
[3] Asikainen, A. 2003. Productivity, cost and availability factors of forest chip production. Bioenergy 2003. International Nordic Bioenergy Conference. Proceedings. pp. 221-224.
[4] Asikainen, A., T. Ranta and J. Laitila. 2001. Hakkuutähdehakkeen kustannustekijät ja suurimittakaavainen hankinta. [Cost factors and large scale procurement of logging residue chips]. Research Notes 131. Faculty of Forestry, University of Joensuu. 107 pp. (in Finnish).
[5] Asikainen, A., R. Björheden and I. Nousiainen. 2002. Cost of wood energy. Chapter 4. Bioenergy from sustainable forestry: Guiding principles and practise. Kluwer Academic Publishers. Forestry Sciences 71. pp.125-157.
[6] Brunberg, B., G. Andersson, B. Nordén and M. Thor. 1998. Uppdragsprojekt Skogsbränsle - slutrapport. [Development project Forest fuel, final report]. Skogforsk Redogörelse no. 6. 60 pp. (in Swedish).
[7] Glöde, D. 2000. Grot och gagnvirkeskördaren - analys av ett framtida koncept för bättre lönsamhet vid grot-skörd. [Residue and roundwood harvester - analysis of a future concept for better profitability of residue harvesting]. Skogforsk. Arbetsrapport 449. 21 pp. (in Swedish).
[8] Hakkila, P., K. Rieppo and H. Kalaja. 1998. Ensiharvennuspuun erilliskäsittely tehdasvasta-anotolla. [Separate handling of trees form early thinnings at the storage of a plant]. Metsäntutkimuslaitos & Metsäteho Oy. Metsäntutkimuslaitoksen tiedonantoja 700. 40 pp. (in Finnish).
[9] Hallonborg, U. 1998. Drivare - En analys av maskinen för avverkning och transport. [Harwarder - Analysis of a machine for cutting and forwarding of timber]. Skogforsk. Arbetsrapport 392. 28 pp. (in Swedish).
[10] Hartikainen, T. and H. Karppinen. 2001. Hakkuutähteen hankinnan ja maanmuokkauksen yhdistävä menetelmä. [Combined logging residue recovery and soil preparation]. Puuenergian teknologiaohjelman vuosikirja 2001. VTT Symposium 216. pp.247-256. (in Finnish).
[11] Hofsten, H. and B. Nordén. 2002. Nytt koncept: Kombinerad risskotare och markberedare. [The forwarder-scarifier - a new dual-purpose machine]. Skogforsk Resultat 11, 4 pp. (in Swedish).
[12] Kuitto, P-J., S. Keskinen, J. Lindroos, T. Oijala, J. Rajamäki, T.Räsänen and J. Terävä. 1994. Puutavaran koneellinen hakkuu ja metsäkuljetus. [Mechanized cutting and forest haulage]. Metsätehon tiedotus 410. 38 pp. (in Finnish).
[13] Laitila, J., A. Asikainen and S. Hotari. 2002. Residue recovery and site preparation in a single operation in regeneration areas. Manuscript submitted to Biomass & Bioenergy. 15 pp.
[14] Mononen, J. 2002. Pers. Comm. in Joensuu, Finland on May 9th 2003. Ponsse Oy Ltd.
[15] Nikku, P. [Ed.] 1998. Bioenergia Projektikirja 1993-1998. [Bioenergy Project Book 1993-1998]. Bioenergian tutkimusohjelma julkaisuja 21. Jyväskylän Teknologiakeskus Oy. 610 pp. (in Finnish).
[16] Poikola, J. 2003. Practical experiences of large-scale production of forest chips. Bioenergy 2003. International Nordic Bioenergy Conference. Proceedings. pp. 233-235.
[17] Stén, K. 1995. Hakeharvesterin kehitys - Chipset [Develompment of Chipset chip harvester]. Bioenergian tutkimusohjelman julkaisuja 6, vuosikirja 1994, osa 1: Puupolttoaineiden tuotanto. pp. 93-102. (in Finnish).
[18] Vesisenaho, T. 1994. Chbipset 536 C hakeharvesterin käyttö polttohakkeen tuotannossa. [Chipset 536 C chip harvester in fuel chip production]. Keski-Suomen metsäenergiaprojekti 29. 6 pp. (in Finnish).