July, 1999, vol.10 no.2
P. Balsari1
University of Turin
Turin, Italy
P. Cielo2
Istituto per le Piante da Legno e l'Ambiente
Turin, Italy
R. Zanuttini3
University of Turin
Turin, Italy
The authors are, respectively, 1Associate professor of Agricultural-Forestry Mechanisation, Dipartimento di Economia e Ingegneria Agraria Forestale ed Ambientale (D.E.I.A.F.A.) , 2Ph.D. in Wood Science, and 3Associate Professor of Wood Technology, Dipartimento di Agronomia, Selvicoltura e Gestione del Territorio (AGRO.SELVI.TER.).
INTRODUCTION
The Italian plywood industry counts 56 companies which employ about 5,000 people and have a potential production capacity of 540,000 m3. In 1995 356,000 m3 were produced, 10% of which was for exterior use and the remaining 90% for interior. Italy is the world's twelfth largest plywood manufacturing country, accounting for slightly less than 1% of global production [7].
Recent compliance at the national level of Community Directives on workplace safety led to health risk evaluation in all workplaces, especially in factories with more than 10 employees (see note 1). At the national level, the plywood sector features an incidence of work-related illnesses and accidents respectively 5 and 2 times higher than the mean values for industrial production sectors in general. The most frequent work-related illnesses are hypoaucusis and lung and bronchial diseases, accounting, respectively for 75% and 14% of reported illnesses [11]. The injury risk throughout the sector may be quantified statistically as 24% for wounds, 54% for traumas (fractures, bruises), 13% for penetration by foreign bodies and the remaining 9% for other physical damage (lumbago caused by physical strain, burns, intoxication etc.) [1]. No specific data is available for the plywood panel sector: before the regulations in question came into force, the reporting of work-related illnesses was left to the discretion of the individual worker. It is only since 1991 that compulsory medical examinations at the workplace have been imposed. As a result of this, no significant mid to long term health monitoring data is available.
This study provides a brief description of the methods used to evaluate the principal risks in a sector-representative company featuring most of the operating structures and plant equipment typical of Italian plywood manufacturing concerns. The study highlights specific problems with regard to compliance with the limits prescribed and the difficulties of enforcing standards and recording methods conceived in other production sectors. Some of the risks recorded proved to be among the most frequent in other wood processing sectors too, hence some of the points made here may also be of interest for the entire sector of the industrial processing of wood and wood-based products.
Keywords: ergonomics, noise, formaldehyde, wood dust, manual load handling, plywood industry.
THE CASE STUDY
The company at which the survey was conducted manufactures wood-based panels for the furniture and furnishing component industries and the transport and building sectors. It produces plywood directly, using local (poplars), European (beech) and African (okoumé, ceiba, mahogany) logs, and buying the necessary semi-finished products (veneers, various typologies of wood-based panels) on the national and international markets to produce a wide range of decorative panels. About 12,000 m3 of round timber are processed annually. The task is performed by about 90 employees, who work an average for 8 hours a day, 5 days a week. Annual production amounts to about 6,000 m3 panels, of which 2,700 m3 are made of exotic plywood, 1,500 of coated plywood, 1,200 of poplar plywood and 500 of beech plywood, accounting for about 2% of total national production in the sector.
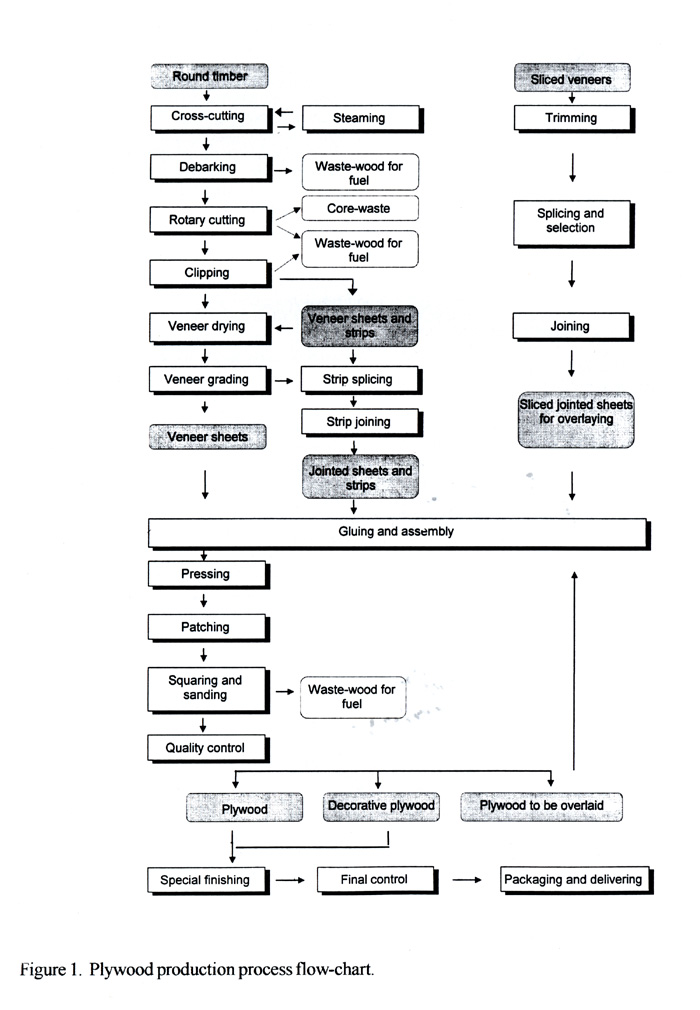
Figure 1 shows the principal phases in the processing cycle. The production process begins with the selection and, if necessary, the cross-cutting of incoming timber, while species with the highest density undergo steaming treatment. The bolts are then barked and peeled. The obtained veneer is then clipped to produce whole sheets and strips (sheets of reduced width), while defective portions are rejected. The veneer is then dried to make the wood moisture
compatible with the subsequent gluing process and the final use conditions. Before being forwarded to the gluing machines, the strips generally undergo a splicing operation to obtain 'jointed sheets' which are used to assemble the inside layers (cores) of the panels. The 'whole sheets', which are also used for the outside layers, are selected according to their surface appearance (e.g. defects or otherwise) and split into two or more grades. The subsequent gluing operation consists in the application of a layer of glue mixture to the surface of the veneers, which are then superimposed with perpendicular grain and in variable numbers according to the final thickness required. The package thus composed is hot-pressed to obtain a finished or semi-finished product to be used as a support panel in an overlaying cycle. As they come out of the presses, panels are patched (to eliminate any surface defects), then squared and sanded with special equipment. The fabrication process ends with the quality control, packaging and shipment phases. The so-called veneered panels are produced by gluing decorative veneers (prepared in a special department of the company) to the surface of the semi-finished support.
Table 1 shows the number of workers, items of equipment and possible risks involved in the production process considered, broken down by production departments. The data presented in the tables were obtained through careful analysis of production processes, including machinery, substances and operations. In the absence of data pertaining to the company or the specific sector, risks evaluation was based on general statistics for the wood panel industry, limits imposed under current norms and the professional work experience of the authors as well as physicians specialised in work-related illnesses who contributed to this paper. In particular, exposure to noise, dust, formaldehyde as well as the risks related to manual load handling were measured.
The risk of vibrations, linked to the use of the chain saw for cross-cutting incoming unprocessed timber and orbital planing machine, entails rather limited periods of exposure per day per worker, because of the occasional nature of the work and workers working shifts (the exposure period of power saws is 0.25 h/d while that for orbital planing machines amounts to 0.5 h/d). The risk level is therefore below the minimum threshold imposed by current regulations.
METHODOLOGIES OF RISK EVALUATION
Survey of dust and formaldehyde
Italian legislation establishes no specific limits for the concentration of dusts and formaldehyde (see note 2). Hence the reference parameters normally accepted are the TLVs or Threshold Limit Values proposed by the ACGIH (the American Conference of Governmental Industrial Hygienists) [3]. These limits are updated annually and, since they are simply recommendations, they have to be used as guidelines for the proper management of plants. The TLVs indicate, for every substance, the concentrations to which it is felt that almost all operators may be repeatedly exposed in the course of their working activity without negative effects for their health (see note 3). The sampling methods used to evaluate the risks caused by exposure to dust and formaldehyde were chosen in relation to the pollutant parameters sought and the tasks performed by operators in the various departments of the company. Concerning dust exposure, environmental and personal samples were taken for approximatly one hour during the working day. The first was taken in the cross-cutting and peeling area, in proximity of the areas of transit at the center of the shed and in the sanding department positioning a sample (a membrane of nitrate of cellulose) at 1.51.6 m from the floor, connected with a pump with a flow rate of 10 l/min. The presence of total dust in the vicinity of the squaring machine was not investigated; this particular piece of machinery is totally enclosed inside a special noiseproof, insulated structure (cabin), which, thanks to adequate aspiration, prevents dust from being dispersed and coming into contact with workers in the department (see note 4). The samples on sawdust aspirated by single operators were instead taken in the log cutting, manual barking, peeling and mechanical and manual sanding areas, filtering on a nitrate of cellulose membrane, the air captured by a pump with a flow rate of 1.5 l/min.
As far as formaldehyde is concerned, only two-hour environmental samples were recorded for the maximum peak of TLV-C exposure in the areas of glue preparation and spreading and of the assembly and patching of panels. All the areas in which samples were taken were without any aspiration systems (see note 5).
Total dust, sawdust and the breathable fraction were quantified gravimetrically, while formaldehyde was determined colorimetrically.
Table 1. Summary of the principal operations performed in the factory examined. The table also shows the number of workers and the type of risk they might encounter. Operations with an asterisk are performed over two work shifts and require a double number of workers.
|
Operation
|
Machinery Used
|
Workers
|
Type of Risk
|
| Log tally and cross-cutting | two 8-10 tons cranes, tractor with grip to unload and transport round timber, motor chainsaw and electric chainsaw to cross-cut logs. |
3
|
Chemical agents (preservatives) Dust, Microclimate Load handling Physical agents (noise and vibrations) |
| Steaming and debarking | steaming vats and cells steam recycling plant hydralic grip 2 permanent debarkers 1 electric chainsaw with moulding head for manual debarking |
1
|
Dust Physical agents (noise) |
| Rotary cutting | 2 lahtes 2 clippers chipper for processing waste |
3
|
Physical agents (noise) |
| Clipping | cutter and clipper for veneer strips |
7
|
Load handling Physical agents (noise) |
| Drying* | 1 continuous dryer |
3
|
Microclimate Dust |
| Trimming and joining of veneer | glue joining machine |
8
|
Chemical agents (formaldehyde) Physical agents (noise) |
| Sliced veneer processing | veneer pack edge cutter 2 veneer trimming machines 6 veneer splicing machines |
7
|
Load handling |
| Gluing, assembly and pressing* | bins and mixers with pumps 3 roller spreaders with hardener dispensers electric fork lift trucks for bench handling conveyor belts and aspiration systems 3 presses, 2 with single opening, 1 with multi-opening system |
11
|
Chemical agents (miscellaneous) Microclimate |
| Patching* | motorized rotating turntables |
4
|
Chemical agents (formaldehyde) Microclimate Load hadling |
| Finishing, testing and shipment | squaring machine with chippers sizing-sander single blade circular saw dust aspiration plants orbital sander |
7
|
Load handling Dust Physical agents (noise and vibrations) |
| Laboratory | Laboratory machinery and equipment |
1
|
Chemical agents (miscellaneous) |
| Maintenance | column drills and miscellaneous workshop equipment compressors |
5
|
Chemical agents (miscellaneous) Physical agents (noise, vibrations, UV) Dust |
| Electric cabin and electric plant | 4 transformers 2 central heating plants: 1 with various fuels, 1 with dense oil vapour excluder pumps, heat exchangers and generator unit |
3
|
Microclimate |
| Administrative offices | desktop computer |
6
|
Risks connected with the use of videoterminals (VDT) |
Survey of levels of exposure to noise
The level of daily personal exposure to noise of each worker was calculated as the daily Equivalent Exposure Level LEP,d (expressed in dB(A)), which takes into account both the noise level and the exposure time (see note 6). Surveys on noise were performed by day. The time of the survey in each work station was fixed on the basis of the typology of processing performed and varied from 3 to 6 minutes. Surveys were carried out at all work stations, positioning the microphone at a height of about 1.5 m from the ground in conditions of normal operating activity. A noise meter with a measurement accuracy of ± 0.5 dB(A) was used. Existing legislation envisages that workers exposed to values of LEP,d higher than 85 dB(A) must wear adequate individual protection devices (i.p.d.) (antinoise protection, such as ear plugs, headphones or similar devices). In work areas with levels of LEP,d in excess of 90 dB(A), the employer must mark the perimeter clearly and provide signposting limiting access solely to authorized personnel who must wear individual protection devices. These devices must ensure that the level of risk is maintained within values equal to or lower than 90 dB(A).
The risk of manual load handling
The NIOSH method
Italian legislation specifically envisages evaluation of the Manual Load Handling (MLH) risk with respect to the negative consequences it may provoke, especially to the lumbar-dorsal rachis. Acute and chronic pathologies of the spine are relatively frequent among workers in the forestry sector and the wood industry, where it is still sometimes necessary to lift and transport loads manually. 5% of the overall cases of permanent invalidity resulting from accidents at the workplace in the wood industry are related to damage to the spinal column [11].
To evaluate this risk properly, it is necessary to adopt methods to quantify compression stress on segments of the spine on the basis of the parameters of the work performed [12], bearing in mind that the operation may consist of more than one action. Manual load handling may, in fact, comprise actions of lifting, pushing, pulling, transporting or shifting, not necessarily performed at the same time. For the lifting phases, Italian legislation adopts the method proposed by the US National Institute of Occupational Safety and Health (NIOSH), subsequently revised by various authors and adapted to European Standards [14] [10] and [9].
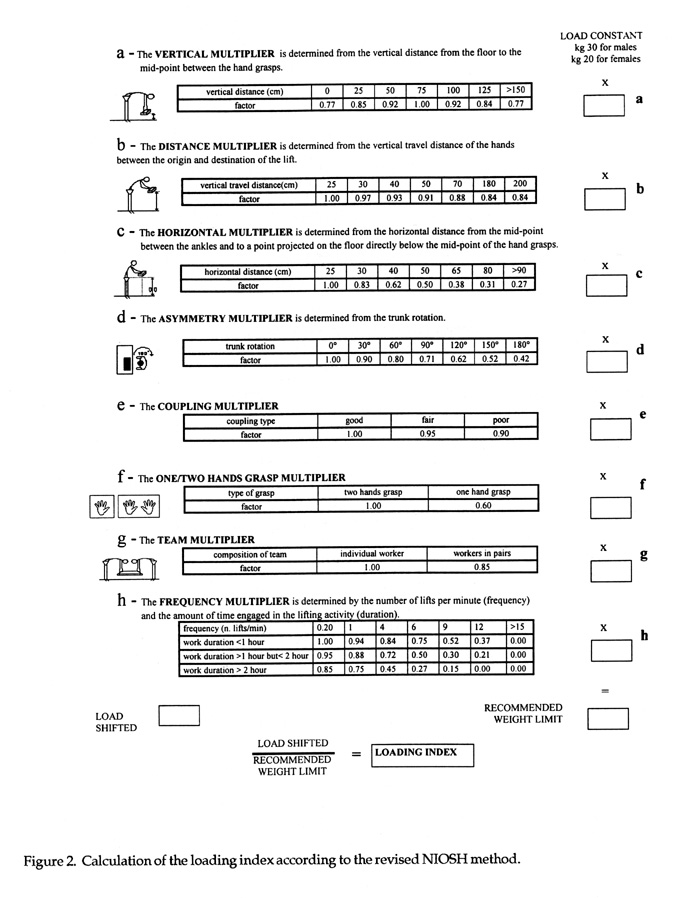
This method is based on an equation inferred from biomechanics, psychophysics and workplace physiology which seeks to calculate the recommended maximum weight (the heaviest weight that can be lifted by a healthy worker for a period of time of up to eight hours without increasing the risk of spinal pathologies) by quantifying a set of parameters which describe the type of action performed. Each of these parameters (except the weight constant) is assigned a corrective factor which may vary from 1, when the parameter corresponds to an optimal condition, to 0 when it determines a condition of risk. It is thus possible to reduce the maximum liftable weight (30 kg for men and 20 kg for women) by the effect of this demultiplication factor. In this way the recommended maximum weight is determined; compared to the weight effectively lifted, it defines the so-called lifting index. When this index shows values lower than 0.75, no provision is required; when it is between 0.75 and 1.25, caution and periodic sanitary controls are required, since a portion of the population might be subject to risk if they were to perform the operation at issue; if it has values higher than 1.25, an urgent intervention is needed to prevent and improve workplace conditions. The definition of the parameters considered and the logical sequence for the calculation of this index are shown in Figure 2.
Analysis of operations at risk
In the plywood production cycle, the operations in which loads of over 3 kg are handled manually are:
- log grading and cross-cutting (use of the chainsaw and manual shifting of wood);
- sliced veneer processing (handling of packages of veneers in trimming, splicing and selection operations; depending on size and species, the weight of the packages varies, on average, from 4 to 9 kg);
- panel patching;
- finishing, testing and shipment (some panels may be moved by hand for quality control or moved from one bench to another during packaging).
From the point of view of MLH risk evaluation, yard operations do not appear to create particular problems, man's use of physical force being relatively infrequent due to the widespread availability of special machinery. The operations for the preparation of sliced veneers have yet to be mechanized, largely due to the variable size and quality of the material used, and the weights handled are relatively low anyway. It was thus decided to focus on the panel patching operation. This involves the handling of loads sometimes in excess of 100 kg and is not always easy to
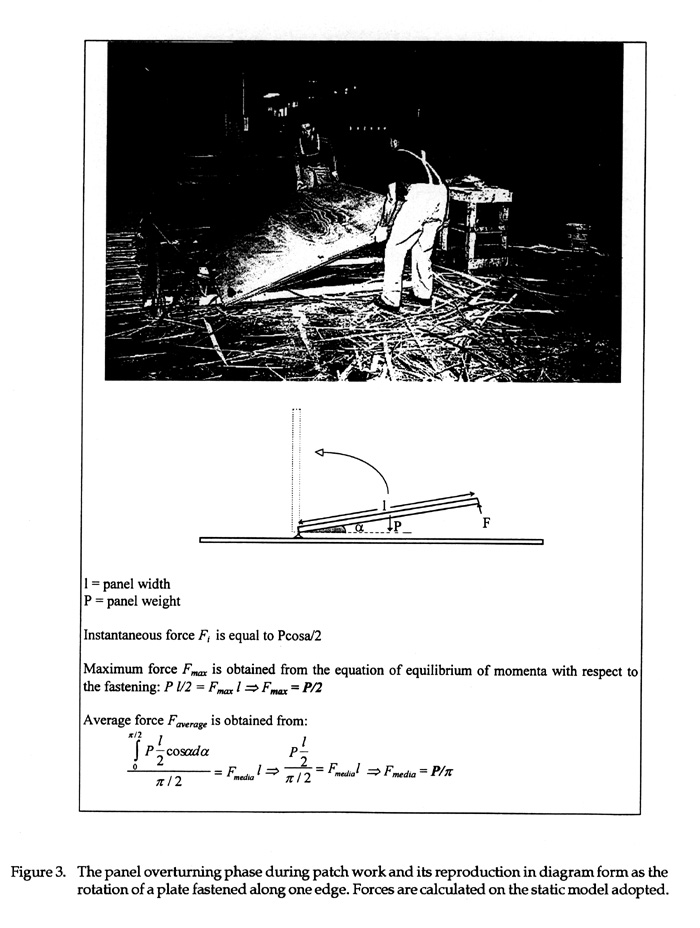
mechanize with the use of rotating turntables, due both to the variable size of the panels themselves and to problems involved in organizing and synchronizing operations. In finishing and testing, it is sometimes necessary to manually handle panels following procedures analogous to those used during panel patching. The latter consists of a phase of puttying, then one of panel handling during which parts are shifted from one bench to another, overturning them to observe and, if necessary, patch both faces. This action is performed by two workers who lift each panel, holding it at one edge and rotating to make it rest on the opposite edge in a vertical position, then they let it overturn onto a bench alongside.
To calculate the magnitude of the load effectively lifted it was felt appropriate to trace this movement back to the diagram shown in Figure 3, whereby the panel is 'fastened' along the longitudinal edge and the lifting force applied perpendicularly to the opposite edge of the panel. In these conditions, the lifting force is not constant, but varies in relation to rotation angle around the constraint: the average force corresponds to P/p, while maximum force is equivalent to P/2 (where P is the weight of the panel). We also sought to calculate the lifting index for the same panel, considering both the maximum force applied for limited shifting corresponding to the initial phases of the lifting action and the average force equivalent to shifting which corresponds to the effective width of the panel.
For safety reasons the toughest working conditions for each parameter involved in index calculation were considered, as described here and represented in Figure 4 (see note 7) :
- Horizontal gripping distance (horizontal multiplier): a constant value of 30 cm was adopted.
- Gripping height from the ground (vertical multilier): the study used a value of 10 cm, representing the most unfavourable working conditions, that is to say, the minimum height at which the panels are stored on support boards.
- Vertical travel distance (distance multiplier): in the case of mean lifting force, the study used a value equal to the width of the panel. In the case of maximum lifting force, a value of l sena (a = 10°) was assumed (see note 8).
- Angle of torsion (asymmetry multiplier): since the operation does not require any rotation of the operator's trunk, this value was placed at 0.
- Type of grip (coupling multiplier): considering the features of the panels (no handles), medium gripping difficulty was assumed.
- Frequency of lifting (frequency multiplier): in theory, this would depend on the defects observed on the surface of the panels as well as panel size. On-site observations however revealed that the productivity of teams and therefore the frequency of operations mainly depended on the subjective features of workers and the work pace imposed by the overall work organisation of the department. The frequency and duration of lifting, surveys showed that the time taken to patch a sample of 486 panels amounted to 0.9 acts/min, that is about 70 seconds per panel, 65 of which are devoted to the puttying phase and 5 to handling.
- Duration of lifting: considering the actual time used to handle the company's mean daily output of about 350 panels, the mean duration of lifting was observed to be 0.5 h/d.
- Type of lifting (team multiplier): the work is carried out by two adult male workers who turn the panels using both hands.
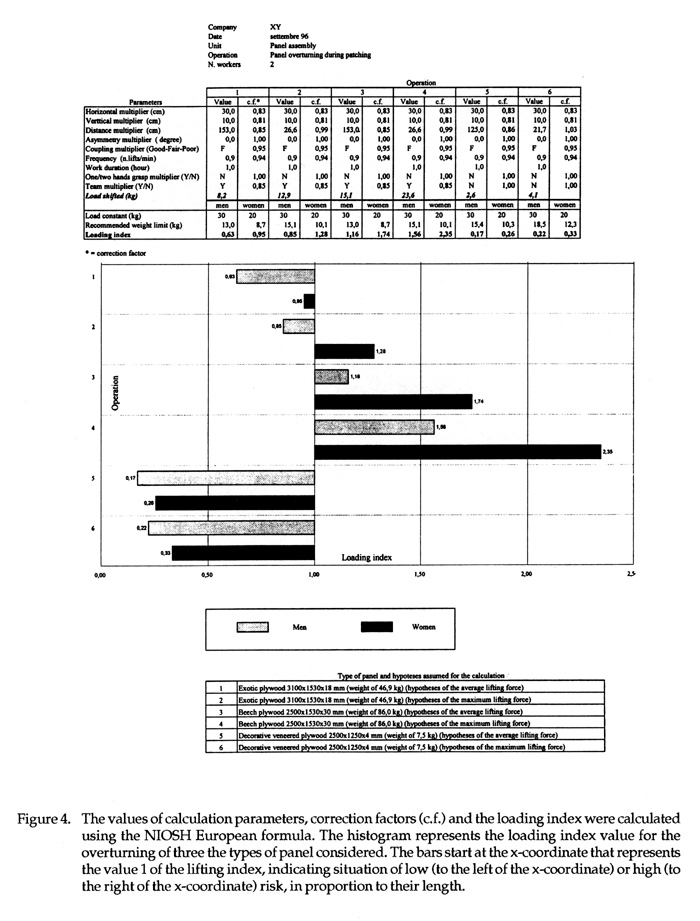
The values of the parameters were calculated using a spreadsheet specifically designed for the purpose. The spreadsheet calculated the recommended maximum weight for the type of work carried out and automatically generated a graphic representation of the lifting index for men and women (Figure 4). The spreadsheet was also used to calculate the maximum size above which the lifting index exceeds 1, giving rise to risks, for each of the three types of panel most commonly produced in the sector (3100 x 1530 x 18 mm exotic plywood with a unitary weight of 47 kg; 2500 x 1530 x 30 mm beech plywood with a weight of 86 kg; 2500 x 1250 x 4 mm decoratively veneered plywood with a weight of 7.5 kg).
RESULTS
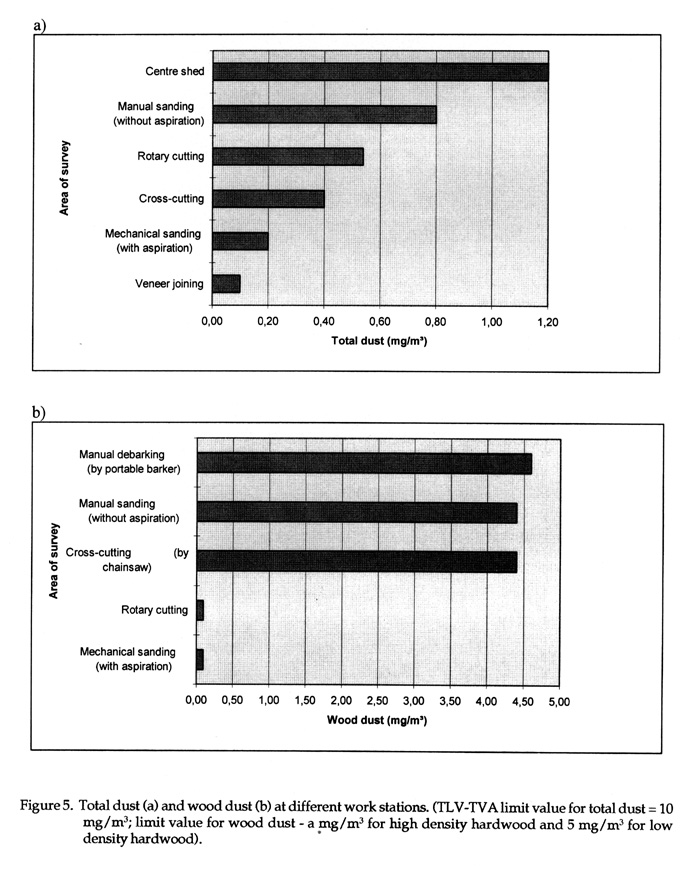
The results of these surveys on the risks from exposure to dust are summarized in Figure 5 (a and b). More specifically, the environmental samples taken to determine total dust proved considerably lower than the corresponding TLV-TWA threshold limit. Personal determinations highlighted the presence of values lower than the TLV-TWA limit for total dust (10 mg/m3) and the breathable fraction, but higher than the corresponding limit for sawdust (1 mg/m3 for high density hardwoods such as beech and oak and 5 mg/m3 for low density softwoods such as poplar) in the proximity of manual cutting, barking and sanding areas. Such operations are, however, relatively sporadic.
As far as formaldehyde is concerned, assuming the ceiling limit value of 0.37 mg/cm3 as a reference, in the glue spreading, panel assembly and patching areas, relatively high levels of 0.16, 0.13 and 0.24 mg/cm3 were obtained (see notes 2 and 3). These values are between 1/3 and 2/3 of the so-called limit, and thus demand a high level of control, partly in consideration of the fact that the highest number of the company's employees work in these areas. The high concentration at the patching work station is attributable to the fact that during the cooling of panels, pressed at a temperature of about 100°C, conditions are still favorable for the emission of formaldehyde vapours.
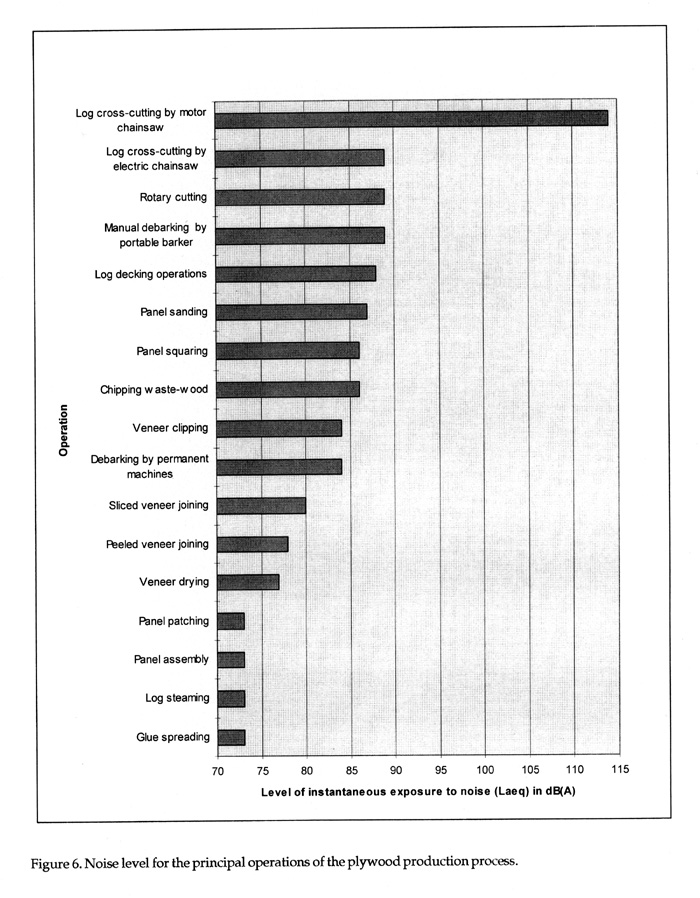
In most areas in the company examined, workers were exposed to modest noise levels, even if they stayed there continuously throughout their period of work. Figure 6 shows, in rising order, the noise levels of the various different areas of the company. The operations of manual cross-cutting and debarking (performed using a electric chainsaw and a portable electric barker) log decking, rotary cutting, chipping, squaring and sanding were characterized by an intensity of exposure (LAeq) of 85-90 dB(A). Only the log cross-cutting area, where a motor chainsaw is used, showed environmental noise (LAeq) higher than 90 dB(A). Due to the way in which labor is organized in the company examined - whereby only in rare cases is the same worker present for eight hours a day at the same critical work position - daily personal exposure to noise (LEP,d) nonetheless proved to be lower than 85 dB(A) for over 90% of production workers, 85-90 dB(A) for 6% and over 90 dB(A) for the remaining 4%.
The MLH risk was calculated with the NIOSH method, using values relative to three types of panel (31000 x 1530 x 18 mm exotic plywood with a unitary weight of 47 kg, 2500 x 1530 x 30 mm beech plywood with a weight of 86 kg, 2500 x 1250 x 4 mm decoratively veneered plywood with a weight of 7.5 kg), each representative of the company's production. The values obtained differed somewhat according to the hypotheses assumed about the force of shifting; considering the minimum force (Figure 4), albeit applied only for a brief spell, index values were, on average, 50% higher than those obtained with the calculation of average force. For greater worker protection and to take precautions against any approximations made in applying the method, it was felt suitable to consider the highest, as valid. Consequently, in the three cases considered, the operation may be performed without risk for adult women only with the lighter veneered panels, which can even be overturned by a single person. Panels of intermediate weight may be handled by pairs of male workers (index = 0.85), but should not be handled by women (index = 1.28). Even men prove to be subject to risk when handling the heavier beech plywood panels (index = 1.56). Considering operating conditions and the most frequent sizes of the company products examined, the maximum weight of panels that can be shifted manually (overturning) by male workers in pairs is about 60 kg and drops to 40 kg for women.
MEASURES ADOPTABLE AND CONCLUSIONS
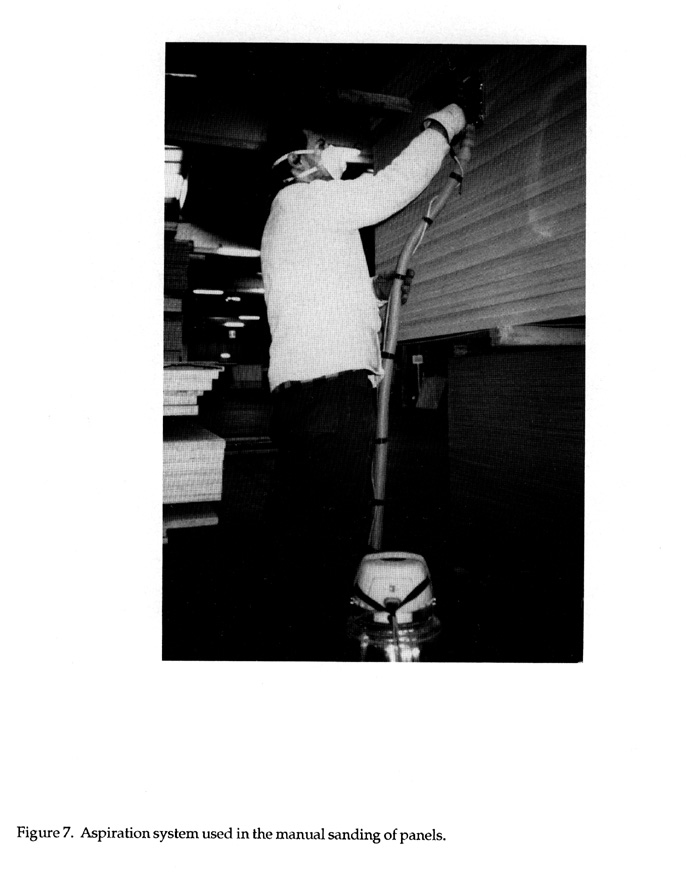
The risk of dust in plywood production is not one of diffuse emission, but is very localized and caused by particular types of processing. In such cases, the installation of suitably tested aspiration systems generally solves the problem. For example, in the case examined, the boosting of the aspiration system linked to the plant equipment currently used in the manual sanding of panels has reduced the emission of sawdust from 4.40 to 3.40 mg/m3 and that of the breathable fraction from 0.80 to 0.10 mg/m3 (Figure 7).
The formaldehyde problem is of greater importance for the specific production sector. In view of the nature of the pollutant and the ways in which it is disseminated in the form of vapour, the installation of aspiration plants would appear to be technically more difficult and certainly more costly. In the case examined, emissions were lowered by using a different type of resin containing a lower weight percentage of free formaldehyde. This made it possible to reduce the emission after pressing, when the glue has polymerized from 0.24 to 0.10 mg/ m3. Another effective way of reducing personal exposure is to organize departments so that patching workers can alternate their work with others, bearing in mind however that they too might be subject to the manual load handling risk in overturning panels.
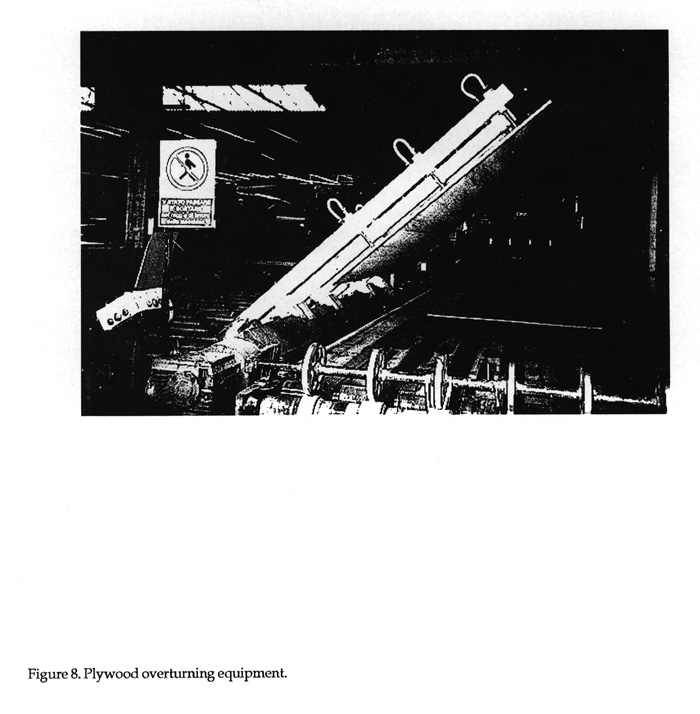
To reduce this latter risk it is possible to improve worker posture, increasing the height from the ground at which the panels are held and/or to use mechanical overturning equipment as widely as possible (Figure 8).With regard to the NIOSH method, it is worth observing that, given the processing methods usually adopted in the wood industry, which in many cases do not force workers rigidly to compulsory movements to perform the work required, some parameters taken into consideration by the method are not easily and objectively quantifiable, and may even produce different results, depending on the hypotheses assumed. It is thus worth it to carefully observe working procedures and to interpret the results obtained also bearing in mind the comments of workers directly involved in the operation in question.
SUMMARY
The plywood industry boasts 60 factories in Italy and account for 2% of the world's aggregate plywood production. The paper reports on the risks for the health of workers evaluated in a factory representative of this particular production field. A preliminary analysis of the manufacturing process was performed to characterize the risks of each operation. The incidental risks of the exposure of workers to dust, formaldehyde, noise and manual loading were considered according to the most recent standards or rules on safety.
In the processes examined, many operations of log and veneer cutting imply a limited production of sawdust, whereas in the finishing and squaring of panels the possible risk in generally controlled by the use of aspiration devices.
The highest environmental concentration of formaldenhyde, in all cases proved lower than the Threshold Limit Value-Ceiling (TLV-C), was found in the patching of panels, which hence demands special care and monitoring.
As regards to noise, the most critical departments was log cross-cutting with motor-powered chainsaw. During daily activity, more than 88% of the workers involved in plywood production had a personal exposure (LEP,d) of less than 85 dB (A).
The risk of backpain due to manual load handling was likely to rise for adult males at the patching operation, when panels weighing over 60 kg were manually overturned by a team made up of two workers. In this case, it is necessary to use automated stacking systems equipped with rotating turntable or, at least, to introduce devices and organizational measures designed to contain the risk with acceptable limits. This operation is not commonly performed by women.
NOTES
1. DP 626/94 and 242/96 complies with the prescriptions of EC Directives 89/391, 89/654, 89/655, 89/656, 90/269, 90/269, 90/270, 90/394 and 90/679.
2. The protection of workers against the risks resulting from exposure to chemical, physical and biological agents is currently regulated by DPR 303/56, DL 277/91 which complies with EEC Directives 80/1107 - 82/605 - 83/447 and 88/642 and DL 626/94 regarding the improvement of worker safety and health.
3. There are three categories of limit values:
- TLV-TWA (Time Weighted Average = the pondered average threshold limit value per
working day of 8 hours and per 40 weekly hours for
continuous exposures);
- TLV-STEL (Short Term Exposure Limit =
the threshold limit value for brief periods of
exposure, of no more than 15 minutes and no more than 4 consecutive times a day);
- TLV-C (Ceiling = Ceiling threshold limit value,
a concentration which must never be exceeded during working activity).
4. Environmental-type samples of dust were taken in compliance with UNICHIM methodologies 271 and 317, whereas personal samples of some sawdust and the breathable fraction were taken in compliance with UNICHIM methodology 316.
5. According to UNICHIM method 487.
6.Following DL 277/91, the
LEP,d has to be calculated according to the following formula:
LEP,d =
Laeq -10log (Te/
To)
where
LAeq = the level of instantaneous exposure to
noise in dB(A);
Te = time (in hours or minutes) of the
worker's effective daily exposure to noise,
comprehensive, that is, of any periods of overtime work;
To = 8h = 480 min = 28,800 s.
7. It must be pointed out that the index is not calculated using the original NIOSH formula but the formula adapted to European standards.
8. Basing on field observations, it has been estimated that workers accomplish the major effort during the initial phase of panel rising, wich corresponds to a rotation of about 10° around the hinge.
REFERENCES
[1] Aa.Vv. 1995. Rischi connessi con la produzione di semilavorati in legno e indicazioni di bonifica. Servizio Medicina Preventiva e Igiene del Lavoro. Azienda U.S.L. di Reggio Emilia. Distretto di Guastalla.
[2] Aa.Vv. 1996. How the revised NIOSH lifting equation works. ERGOWEB. University of Utah Research Foundation.
[3] Aidi. 1995. Associazione Italiana Igienisti Industriali. Riferimenti tecnici per l'igiene industriale e per l'ambiente. Traduzione italiana autorizzata dei documenti dell'ACGIH.
[4] D.L. 277/91. Implementation of Directives no. 80/1107/EEC, 82/605/EEC, 83/477/EEC, 86/188/
[5] EEC, 88/642/EEC, on the protection of workers against risks arising from exposure to chemical, physical and biological agents during work, pursuant to article 7 of Law no. 212 dated 30/7/1990.
[6] D.L. 626/94. Implementation of Directives no. 89/391/EEC, 89/654/EEC, 89/655/EEC, 89/656/EEC, 90/269/EEC, 90/270/EEC, 90/394/EEC e 90/679/EEC on the improvement of health safety of workers at the workplace.
[7] Federation Européenne de l'Industrie du Contreplaqué (F.E.I.C.) 1995. Rapport annuel. Assemblée générale, 13-06 1996 Portugal.
[8] Juan, J. 1998. Les poussières de bois sur les lieux de travail: de la réglementation dans l'air. CTBA Info, 72, 24-26. Ed. Centre Technique du Bois et de l'Ameublement, Paris.
[9] Occhipinti E. and Colombini D. 1996. Posture, movimenti lavorativi e sindromi muscoloscheletriche. In "Trattato di Medicina del lavoro" edited by L. Ambrosi and V. Foà, Published by: Ed. UTET: 449-461.
[10] Occhipinti E., Colombini D. and Molteni G. 1995. La movimentazione manuale di carichi. Linee guida per l'applicazione del titolo V° del Decreto Legislativo 626/94. Regione Lombardia.
[11] Ortolani, G. 1998. Infortuni e malattie professionali dei lavoratori delle prime e seconde lavorazioni del legno e loro agenti materiali: dati INAIL . Proceedings of "Rischi e protezione nella filiera legno", 203-205. Ed A.G.R.A., Rome (I).
[12] Rafi, T. and Nicholls, T. 1996. Biomechanical modelling of the human spine in relation to the woodworking industry. Proceedings of the 2nd International Conference on the Development of Wood Science/Technology and Forestry. April 10-12 1996, University of Sopron (H).
[13] Unichim. Manuals n° 271, 316, 317 and 487 for controlling work environments.
[14] Waters, T., Putz-Anderson, V., Garg, A. and Fine, L. 1993. Revised NIOSH equation for the design and evaluation.