
Figure 1. Test apparatus to determine the effect of varying sheave diameter on the ropes' service life.
Vol. 13 No. 1 January 2002
TECHNICAL NOTE
Halvor Torgersen
Torstein Lisland
Norwegian Forest Research Institute (Skogforsk)
Norway
ABSTRACT
This paper describes an investigation of the differences in service lives between three steel wire rope constructions — one standard and two compacted — tested on varying sheave diameters. Test results indicate the following: 1) The differences in service life between standard and compacted ropes decreased on larger sheaves. This can be explained by mechanical treatment process used in the manufacture of compacted ropes. 2) The compacted Filler construction tested had a service life approximately 50% longer than a compacted Warrington Seale construction. Both had a diameter of 12.7 mm. 3) Service life increased up to 10 times when the sheave diameter was increased by 50%.
Keywords: cable logging, cable yarding, compacted steel wire ropes, sheave diameter, block size, bending, fatigue.
The author is a Researcher, Norwegian Forest Research Institute.
INTRODUCTION
One of the heaviest tasks in a rigging operation is carrying blocks into the logging field. Consequently, smaller, lighter blocks are used — usually smaller than the recommended size for the wire ropes. As the rope passes over the sheave, the repeated bending of the rope's individual wires causes fatigue. In order to avoid excessive fatigue, sheave diameter should be of an adequate size relative to the rope.
In recent years, compacted steel wire ropes have been introduced for cable logging in Norway, mainly because of their longer life expectancy. These ropes are mechanically treated for a higher strength-to-diameter ratio by increasing the metallic cross-sectional area. For example, the rope may be subjected to a swaging process wherein the rope or its strands are drawn through a die [9]. Compacted steel wire ropes tend, however, to have greater bending stiffness.
Compacted ropes can be divided into three main categories on the basis of compaction method: (1) the whole rope is compacted, (2) the individual strands are compacted, and (3) the strands and the whole rope are compacted. [7]
Published information concerning fatigue and the effect of varying block sizes on compacted steel wire ropes is limited. Such knowledge is of great importance to cable logging contractors and will provide more precise criteria for selecting the right ropes and blocks.
Wire ropes
Four ropes of 6x19 basic construction with right regular lay and an independent steel-wire rope core were tested (see Table 1 for specifications):
The trade names of the blocks utilised in the test are 8-inch-, 10-inch-, and 12-inch Nalco. The sheaves were of the open sheave type [3], with groove diameters of 180 mm, 228 mm, and 266 mm. These blocks were selected because the 8-inch Nalco block is delivered with the Norwegian Owren T3 and T400 cable yarders and is therefore in common use among cable logging contractors in Norway.
These sheaves are much harder than other commonly used sheaves in Norwegian forestry. Sheave hardness was measured at Skogforsk to 618 HV30 using the Vickers method (equal to 588 HB) on unused sheaves. The two ball bearings in the blocks had a static load limit equal to 2x15 kN for the 8- and 10-inch blocks, and 2x19.1 kN for the 12-inch block. The sheaves were positioned to give the rope a 1800 angle of deflection (Figure 1).
Table 1. Rope specifications from [8].
| Rope | Manufacturer | Diameter | Construction | Minimum reaking load |
Weight | Tensile strength |
| A | Wuxi City Steel Rope Plant |
12.0mm | 6x25IWRCRHRL Filler. Largest wire 0.8mm* |
93.0kN | 0.60kg/m | 1770N/mm2 |
| B | Wirerope Industries, LTD. |
12.7mm | 6x25IWRCRHRL Compacted Filler. largest wire 1.0mm* |
166kN | 0.94kg/m | 1770N/mm2 |
| D+ | Wirerope Industries, LTD. |
12.7mm | 6x26IWRCRHRL Compacted Warrington Seale largest wire 1.0mm* |
135kN | 0.89kg/m | 1770N/mm2 |
| E+ | Vornbäumen | 12.0mm | 6x19IWRCRHRL Compacted Seale largest wire 1.0mm* |
116.0kN | 0.70kg/m | 1770N/mm2 |
Because track wear on the sheave surfaces occurred in the 10-inch and 12-inch blocks, these blocks had to be resurfaced after each replication. Each resurfacing reduced the sheave diameter by 2-3 mm. To avoid large variations due to this repeated reduction in sheave diameter, each sheave was resurfaced a maximum of three times.
The four selected wire ropes were tested in a test rig comprising a test (tail) block; a test machine block; a 79-meter test machine rope; a hydraulically driven capstan to run the rope back and forth; and a direction control (Figure 1). Test ropes were 70 m long and had a mean velocity of 60.5 m/sec. A gravity load provided a constant rope tension of 40 kN. The rope was moved in cycles of back and forth (machine cycles) until failure occurred (the ropes were divided in two pieces). Stroke length was 65 m. Each stroke subjected the rope to an acceleration period, a constant velocity period and a retardation period.
The test method was designed to simulate, as closely as possible, the actual conditions for ropes and blocks as used in Norwegian cable logging:
The ropes were tested on different block sizes as follows:
Three replications were conducted for each rope construction/block size combination.
Many methods have been developed for using cycle tests to investigate wire rope fatigue [1][2][4][5]. This test was designed to simulate, as closely as possible, the conditions at the tail block for cable logging in running skyline configuration. The method proved problematic for extended testing periods, however, because the cycle machine needed a lot of maintenance. When the test ropes were tested on the biggest blocks (10 and 12 inches), the 14-mm test machine rope had to be changed many times.
Figure 1. Test apparatus to determine the effect of
varying sheave diameter on the ropes' service life.
These ropes had service lives from 4000 to 5000 machine cycles, depending of the condition of the capstan, which was repaired several times during the test. The pulling method of the test machine needs to be improved for long-term cycle testing. For example, the machine block may be powered instead of using a capstan.
The advantages to this test method were the possibility of operating at relatively high speeds and the relatively small machine investments. The machine functioned well in the fastest tests with the smallest block. The simple mechanical gravity-load arrangement also functioned well and provided very accurate tension in the lines as the rope was elongated.
The ropes were tested outside over a two-year period. Many parameters of the outside environment (for example, dust, temperature, and moisture) may have influenced the test. However, only one test rope is considered an outlier: The final replication of rope A tested on the 12-inch block had a shorter life than all the replications of the same rope tested on 10-inch block (Figure 2).
Rope B achieved the highest number of cycles before failure on both the smallest and the largest block (Figure 2). All the test ropes of rope B had longer service lives compared to rope D. Rope D is compacted the same way as rope B. The difference is in construction type; the Filler construction of rope B had longer service life than the Warrington Seale construction of rope D for this type of 12.7-mm compacted rope.
The regression lines for rope A and D in Figure 3 indicate a linear relationship between service life and sheave diameter. The results are valid only between 180- and 266-mm sheave diameters. The regression line for rope B is suggested as being linear because the method of compaction is similar to rope D. This line has a high degree of uncertainty because it is based on only two sheave sizes.
The real service life improvement was approximately equal for the ropes tested. Ropes A, B, and D improved by approximately 8-10 000 machine cycles when the sheave diameter was increased from 180 mm to 266 mm.
The standard rope showed the greatest increase in service life when the sheave diameter was increased — it improved its service life approximately 10 times when the 8-inch block was replaced with a 12-inch block. The compacted ropes improved their service lives approximately 4 times for rope C and approximately 3 times for rope B.
The relative differences in lifetimes between the standard and the compacted ropes decrease on bigger sheaves. Rope B lasted approximately 5 times longer than rope A on the 8-inch block. This improvement decreased to approximately 1.5 on the 12-inch block. Rope D lasted approximately 2 times longer than rope A on the 8-inch block and had approximately the same lifetime on the 12-inch block (Figure 2).
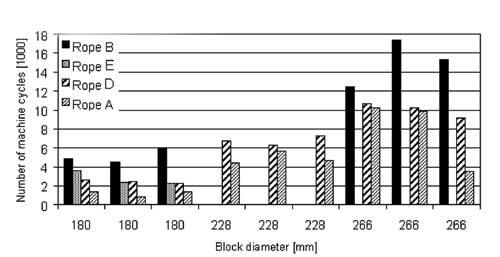
Figure 2. Number of machine cycles before failure for each of the ropes.
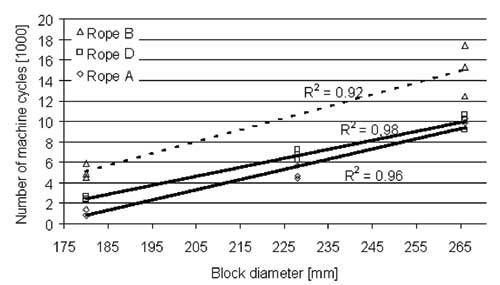
Figure 3. Regression lines for rope B, D, and A cycled under 40 kN constant line tension and with varying
block diameters. Replication number 3 for rope A on 12-inch block (figure 2) is considered an outlier and is
not present.
Ropes A and D tested on the 12-inch block had approximately similar service lives, though these two types of ropes are constructed differently. Rope A, the standard rope, is a Filler construction, whereas rope D is a compacted Warrington Seale construction with a much higher breaking load capacity.
The likely reason why these different ropes have approximately equal service lives is lowered wear resistance for rope D due to the compaction process. The difference between Filler and Warrington Seale constructions cannot be used as an explanation because rope B, a compacted Filler construction, shows the same effect.
The relative decrease in service life of the compacted ropes can be explained by the loss of flexibility and wire deformations from the manufacture process. The mechanical treatment process can lead to lower endurance despite the higher breaking load capacity.
Ropes A and B have been tested indoors before at a lower speed, 1.5 m/sec. [7].) The 40 kN line tension and the 8-inch Nalco block were the same in both tests. The two different velocities utilised in these two different tests result in quite similar service lives.
CONCLUSIONS
As sheave sizes increased, the relative differences in lifetimes decreased between the compacted ropes and the standard rope; for ropes A and D, service life is approximately the same on the 12-inch block. The likely explanation for this phenomenon is lower flexibility and deformed wires in the compacted ropes.
The Filler construction had longer service life than the Warrington Seale construction for this type of compacted 12.7-mm ropes.
A 50% increase in sheave size results in up to 10 times increase in service life. For cable logging systems operating at small D/d ratios, these results indicate a great potential for improvement of the rope's service life.
Figure 4 compares the indoor with the outdoor tests. The two different velocities utilised in these two different tests result in quite similar service lives. This data material was obtained using different testing methods, however, and can therefore not be considered adequate for further analysis.
Although this study indicates that there are significant potential cost savings to be achieved by increasing sheave diameters, there are also potential negative effects. It would be advisable to conduct some productivity and ergonomic studies using blocks that have larger sheaves (and therefore more weight and bulk) to determine what the overall cost and ergonomic effects are.
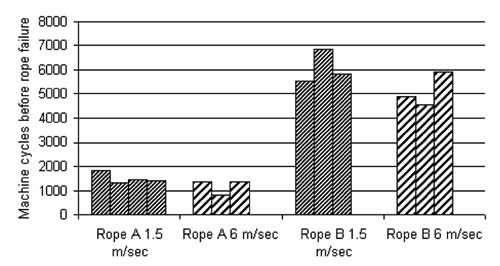
Figure 4. Rope A and B cycled at different velocities under 40 kN tension force on a 180-mm sheave (8-inche block).
AUTHOR CONTACT
Dr. Torgensen can be reached by e-mail at: Halvor.Torgensen@skogforsk.no
REFERENCES
[1] Feyrer, K. 1994. Drahtseile (Wire ropes) Springer-Verlag ISBN 3-540-57861-7. Berlin, Heidelberg, New York.
[2] Gibson, P.T., C.H. Larsen and Cress H.A. 1972. Determination of the various parameters on wear and fatigue of wire rope used in navy rigging systems. Batelle Columbus Laboratory. Nat. Tech. Inf. Serv. AD776993. US Department of Commerce.
[3] Liley, W.D. 1983. Cable logging handbook. Logging Ind. Res. Assoc. Inc. Rotorua, New Zealand.
[4] Miscoe A.J. and W.M. McKewan. 1993. Wire Rope Research: Analysis of bending fatigue in a 2-inch IWRC Wire rope. Report of investigations 9466. US Bureau of Mines.
[5] Oplatka, G. and M. Roth. 1981. Equipment for investigating wire ropes used by the Institute for Construction Equipment and Transportation Machinery, Swiss Fed. Inst. of Tech., Zurich.
[6] Samset, I. 1985. Winch and cable systems. Martinus Nijoff/ Dr W. Junk Publishers. Dordrecht, Boston, Lancaster.
[7] Torgersen, H. 2000. Endurance of compacted steel wire ropes. Int. J. For. Eng. Vol. 11(2):43-49.
[8] Wire Rope Industries Ltd. 1995. General Wirerope Catalogue. 5501 Trans Canada Highway, Pointe-Claire, Quebec.
[9] Wire Rope Technical Board. 1993. Wire rope users manual. Third edition. P.O. Box 286 Woodstock, Maryland 21163-0286 USA.
A previous paper [7] referred to a rope C. That rope is no longer marketed in Norway and is excluded from the test described here. There is also an error in that previous paper [7], table 1: Rope A in [7] is not a Warrington Seale construction but a Filler.